
征文:我参与改善的项目------POM料注塑尺寸控制改善
本帖最后由 小编H 于 2011-11-18 11:56 编辑
对于POM料(俗称赛钢料)首次接触其特性是一起内部重大异常,也是通过这次的重大异常让我了解到了POM料一些特性,知道怎么去控制POM料尺寸。当然这起异常的改善,我也参与了,其中的过程还有些曲折。听我一一道来。
某天的早上,组装工序发现异常报告,准备停线,原因是按键支架组装后间隙大,超出客户可接受范围,不良率100%(注:我们是做的手机产品,此款是滑盖机,按键支架实际上是充当C壳,因要起到防磨作用,故在塑胶原料选用了硬度较好的POM料,组装部分示意图如图)经查尺寸偏小0.20MM,大家都不大相信,因我们在注塑料工序尺寸管控还是比较到位的。后来工程说POM料,冷却后(在24H内)会发生收缩的变化,所以尺寸变小了。。。。。。。
由是我们内部成立QCC改善小组,我由小组长,跟踪此问题的改善。
一 不良现象
月日 上午9点组装线发现S615 按键支架组装后间隙大于0.2MM(客户标准≦0.1MM).批量1K,不良率100% 已停线.
二 不良原因
初步分析为按键支架(POM料生产),冷却后收缩的尺寸发生变化,尺寸偏小0.2MM左右(待跟进验证)
三 临时处理对策
停线,待验证结果后给出补料方案(注:我们小组有安排同步对已生产的不产品进行挽救措施,大家想既然可以收缩,但加下热看下效果如何?试验失败了,60度加热 -20冷冻尺寸均无变化,确定重新补料,但如何保证补料的就没有问题呢? 于是我们决定验证OK后再进行补料)
四 验证过程
把刚啤出来的产品,按平时做首件过动作,量好(宽度)尺寸并有色笔写在产品上,在以下条件下试验后重新测试尺寸
1.泡冷水半小时后,重新测量宽度尺寸(最后发现尺寸比原来小了0.10至0.15MM左右)
2.放在低温箱内冻30分钟后, 重新测量宽度尺寸(最后发现尺寸比原来小了0.10到0.15MM左右)
3.静置4H \8H\12H \24H\48H,重新测量宽度尺寸(12H后尺寸比原来小了0.10MM到0.15MM,24H\48H后尺寸维持在12H后的尺寸)
通过以上验证后开始补料,决定采用第一种方式,冷水泡半小时确认好尺寸再生产。谁知道重新补的料尺寸大了,冷却后怎么也变不小了,组装还是有问题(如图)。
大家郁闷的要命,难道我们做的验证有问题?于是我找来确认首件的检验人员确认,他说我就是按你们要求的做的呀,我有点不太相信,耐心跟他说,我只想了解事实真相,不会追究你的责任。他说实话了,由于产品是安排在夜班生产,信息是通知另外一名组长交接给他的,而信息到了检验员变成了泡了水的尺寸不能参照,因为上次做小,所以还要在原基础上加大0。20左右。又一次失败,我觉得我有不可推卸的责任,理由有:没有把信息很好的交接到位;产品生产安排在夜班,没有我们QCC小组人员参与跟进;平时教育训练不够;
好好总结后,第二次补料。按上述方法,终于把POM料尺寸控制解决了。
五 经验沉淀
把POM料的特性尺寸控制,形成标准。同时跟项目沟通图纸标上成型尺寸及最终尺寸都标上以供参考。


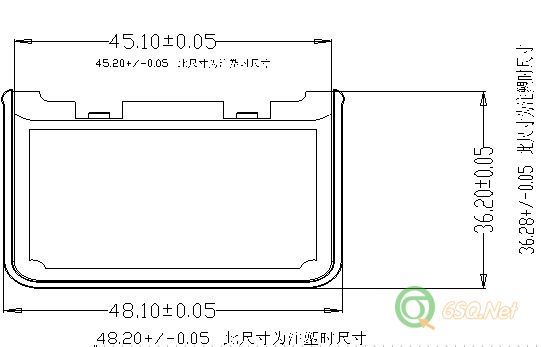
对于POM料(俗称赛钢料)首次接触其特性是一起内部重大异常,也是通过这次的重大异常让我了解到了POM料一些特性,知道怎么去控制POM料尺寸。当然这起异常的改善,我也参与了,其中的过程还有些曲折。听我一一道来。
某天的早上,组装工序发现异常报告,准备停线,原因是按键支架组装后间隙大,超出客户可接受范围,不良率100%(注:我们是做的手机产品,此款是滑盖机,按键支架实际上是充当C壳,因要起到防磨作用,故在塑胶原料选用了硬度较好的POM料,组装部分示意图如图)经查尺寸偏小0.20MM,大家都不大相信,因我们在注塑料工序尺寸管控还是比较到位的。后来工程说POM料,冷却后(在24H内)会发生收缩的变化,所以尺寸变小了。。。。。。。
由是我们内部成立QCC改善小组,我由小组长,跟踪此问题的改善。
一 不良现象
月日 上午9点组装线发现S615 按键支架组装后间隙大于0.2MM(客户标准≦0.1MM).批量1K,不良率100% 已停线.
二 不良原因
初步分析为按键支架(POM料生产),冷却后收缩的尺寸发生变化,尺寸偏小0.2MM左右(待跟进验证)
三 临时处理对策
停线,待验证结果后给出补料方案(注:我们小组有安排同步对已生产的不产品进行挽救措施,大家想既然可以收缩,但加下热看下效果如何?试验失败了,60度加热 -20冷冻尺寸均无变化,确定重新补料,但如何保证补料的就没有问题呢? 于是我们决定验证OK后再进行补料)
四 验证过程
把刚啤出来的产品,按平时做首件过动作,量好(宽度)尺寸并有色笔写在产品上,在以下条件下试验后重新测试尺寸
1.泡冷水半小时后,重新测量宽度尺寸(最后发现尺寸比原来小了0.10至0.15MM左右)
2.放在低温箱内冻30分钟后, 重新测量宽度尺寸(最后发现尺寸比原来小了0.10到0.15MM左右)
3.静置4H \8H\12H \24H\48H,重新测量宽度尺寸(12H后尺寸比原来小了0.10MM到0.15MM,24H\48H后尺寸维持在12H后的尺寸)
通过以上验证后开始补料,决定采用第一种方式,冷水泡半小时确认好尺寸再生产。谁知道重新补的料尺寸大了,冷却后怎么也变不小了,组装还是有问题(如图)。
大家郁闷的要命,难道我们做的验证有问题?于是我找来确认首件的检验人员确认,他说我就是按你们要求的做的呀,我有点不太相信,耐心跟他说,我只想了解事实真相,不会追究你的责任。他说实话了,由于产品是安排在夜班生产,信息是通知另外一名组长交接给他的,而信息到了检验员变成了泡了水的尺寸不能参照,因为上次做小,所以还要在原基础上加大0。20左右。又一次失败,我觉得我有不可推卸的责任,理由有:没有把信息很好的交接到位;产品生产安排在夜班,没有我们QCC小组人员参与跟进;平时教育训练不够;
好好总结后,第二次补料。按上述方法,终于把POM料尺寸控制解决了。
五 经验沉淀
把POM料的特性尺寸控制,形成标准。同时跟项目沟通图纸标上成型尺寸及最终尺寸都标上以供参考。
没有找到相关结果
已邀请:




26 个回复
443885151 (威望:0) (广东 东莞) 其它行业 其它
赞同来自: damon