
请教一个SPC应用的问题
某种电子产品为镀一层金属膜的注塑件,镀层厚度可通过测量镀层上最远两点的电阻值来进行控制。
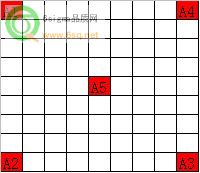
该产品的镀膜过程是:每个拍子上安装约500pcs待镀工件,一个拍子一个拍子的依次通过连续的镀室,出最后一个镀室即完成镀膜。一个拍子如附件所示。
现在针对电阻值应用SPC来控制镀膜过程。
抽样方法如附件(以满拍考虑),每个拍子抽5个样品,依次编号为A1-A5。
每个班连续生产8小时,约可以生产25个拍子左右,即5个位置分别可以得到约25个数据。
然后采用I-MR控制图分别对A1-A5建立控制图,即需要建立5个控制图。
现有如下问题:
1、以上数据处理方法是否正确?
2、可否分班每天分别建立控制图?
3、一般情况下,测量值超过规范值,工程师通过生产过程的参数调整可使电阻值回复到规范限以内。采用控制图的话,一旦判异之后,应该采取什么样的措施来调整生产过程?这个一般是实施SPC的关键。
期望高手指导。
该产品的镀膜过程是:每个拍子上安装约500pcs待镀工件,一个拍子一个拍子的依次通过连续的镀室,出最后一个镀室即完成镀膜。一个拍子如附件所示。
现在针对电阻值应用SPC来控制镀膜过程。
抽样方法如附件(以满拍考虑),每个拍子抽5个样品,依次编号为A1-A5。
每个班连续生产8小时,约可以生产25个拍子左右,即5个位置分别可以得到约25个数据。
然后采用I-MR控制图分别对A1-A5建立控制图,即需要建立5个控制图。
现有如下问题:
1、以上数据处理方法是否正确?
2、可否分班每天分别建立控制图?
3、一般情况下,测量值超过规范值,工程师通过生产过程的参数调整可使电阻值回复到规范限以内。采用控制图的话,一旦判异之后,应该采取什么样的措施来调整生产过程?这个一般是实施SPC的关键。
期望高手指导。
没有找到相关结果
已邀请:




44 个回复
jeccyray (威望:4) (江苏 苏州) 电子制造 国际卓越运营协会 秘书长
赞同来自:
使用中位数控制图,变异会算小,忽略掉了5个位置的组内变异.
之前我们公司有个制程每次抽5个产品,每个产品量测4个角加1个中心点.最初我们是先求每个产品5个数据的平均值,再用5个产品的平均值做Xbar-R chart.后来辅导老师说组内的变异考虑不全,所以我们改为将5个产品的一共25个数据一起考虑进来,做成Xbar-S chart.