
如果在加工过程中不停调机,请问如何计算CPK?(有图)
公司在加工产品时,有一个工序比较特殊,是在加工的过程中每10个产品抽检1个,如果发现产品尺寸偏离中值较大(相对于前面的抽检结果),就会主动改变机器的设置参数(比较容易),再继续加工。
这样导致的结果就是如果把几天的数据做成直方图,根本不是正态分布。这种情况下如何评估机器的加工能力?
请大家指教!
=========================================================================
上面的问题我大概有了答案,下面是新的问题:
1.做设备能力分析主要是为了验收新设备。搜索了以前的一些资料,我觉得应该做PPK,不知对否?
2.按照目前收集的数据,连续五天,200个数据,也满足了做PPK的条件,对否?
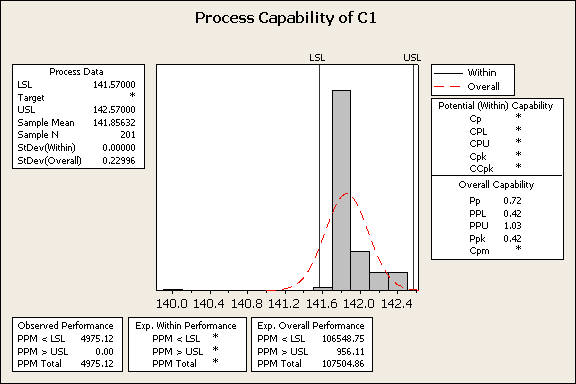
3.用MINITAB的结果如下图所示,我想问这样的数据分布说明了什么问题?

4.同一个产品上有几个类似的参数,有的参数做出来的PPK非常低,如上图,有的就很高,我该如何取舍?
这样导致的结果就是如果把几天的数据做成直方图,根本不是正态分布。这种情况下如何评估机器的加工能力?
请大家指教!
=========================================================================
上面的问题我大概有了答案,下面是新的问题:
1.做设备能力分析主要是为了验收新设备。搜索了以前的一些资料,我觉得应该做PPK,不知对否?
2.按照目前收集的数据,连续五天,200个数据,也满足了做PPK的条件,对否?
3.用MINITAB的结果如下图所示,我想问这样的数据分布说明了什么问题?
4.同一个产品上有几个类似的参数,有的参数做出来的PPK非常低,如上图,有的就很高,我该如何取舍?
没有找到相关结果
已邀请:




19 个回复
wy_2001i (威望:0)
赞同来自:
大家帮帮忙啊!
大家帮帮忙啊!