你的浏览器禁用了JavaScript, 请开启后刷新浏览器获得更好的体验!
输入关键字进行搜索
搜索:
没有找到相关结果
yjjxue (威望:7) (浙江 绍兴) 汽车制造相关 质量经理 - 先期质量
赞同来自: jesuslyx0
23 个回复,游客无法查看回复,更多功能请登录或注册





23 个回复
yjjxue (威望:7) (浙江 绍兴) 汽车制造相关 质量经理 - 先期质量
赞同来自: jesuslyx0
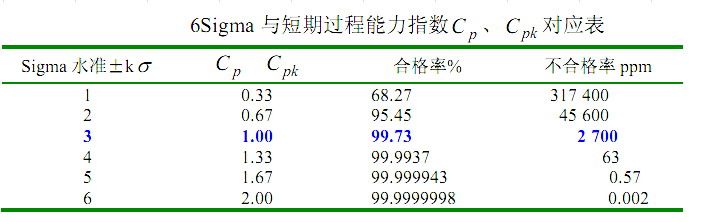
如CP=1,过程控制达到3sigma水平,那么其中的概率就是2*φ(3)-1,φ(3)可以查标准正态分布表得出为0.9987,那么取其区间的概率为99.74%,与表对比相差0.01%是由于标准正态分布表(网上的表是保留小数点后4位)保留的有效数字位数不足出现的小误差,可以忽略。
如果是有偏的情况下,已知CPK值无法算出合格率,还需要偏移量。如已知CPK=1,偏移了1.5sigma,那么经过计算可以得出T=12sigma,单边为6sigma,算上偏移量则分别为-4.5和7.5,合格率就等于φ(7.5)+φ(4.5)-1,查表后可得出其值为99.999660%。
所以说CPK低不能完全肯定合格率低,还要看其偏移量。但可以说在同等过程控制水平下,有偏的合格率肯定比无偏的合格率高。
附件是偏移0.5sigma情况下,不同CPK对应的合格率,希望对各位有帮助。