
《当统计工具遇到传统质量经理》中的数据分享
本帖最后由 wdusst 于 2011-9-3 21:39 编辑
8月29号,我在管理杂谈板块儿发了名为《当统计工具遇到传统质量经理》的帖子,没想到帖子受到大家的关注,竟成为火帖。也有很多朋友要求分享一下分析过程。所以我抽出时间,在品质工具板块儿再发一贴,一来与众为朋友共享,二来等待高人指点不足之处。
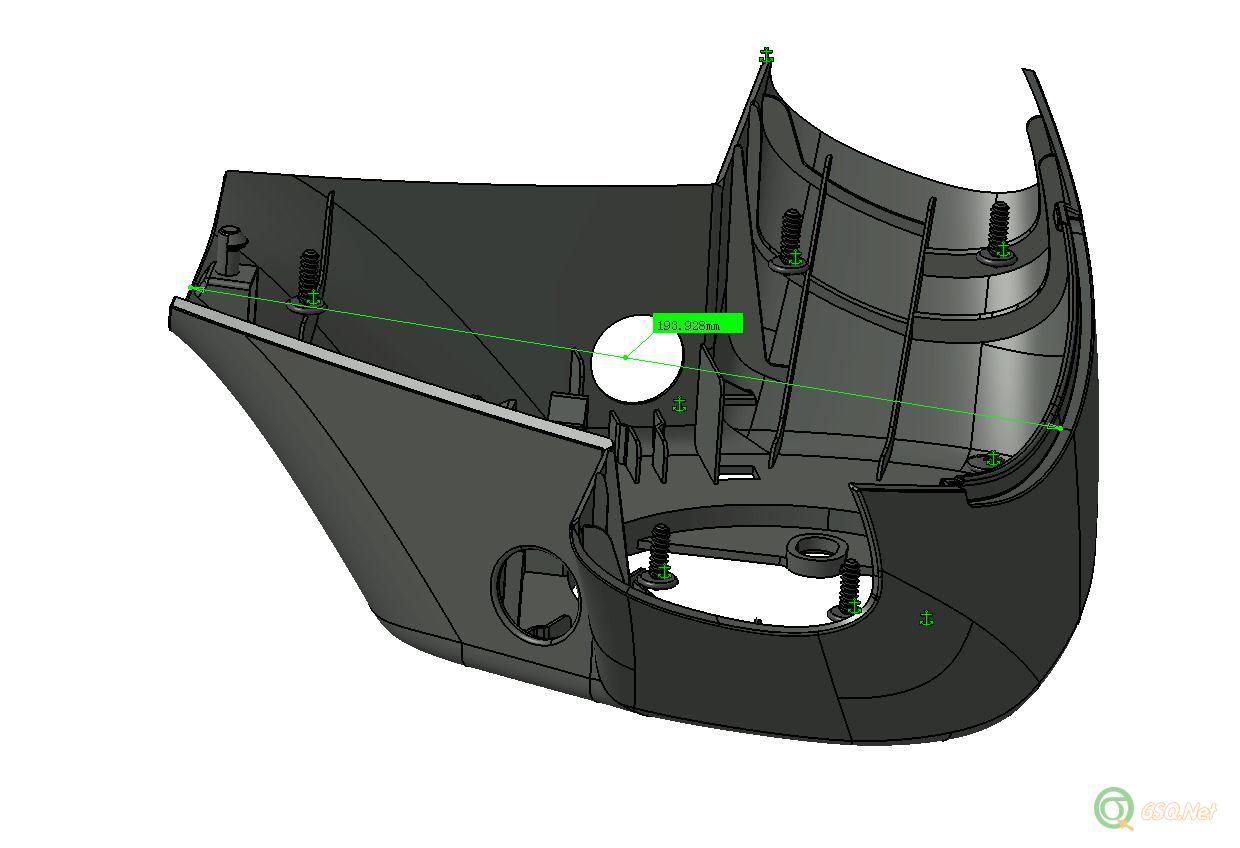
对零件说明如下(很多信息我会有意保留,否则会有泄露公司信息之嫌):方向盘底罩,壁厚2mm。受自身形状影响,脱模后12点方向壁会向内收缩。零件控制上最难是保持12点方向面轮廓ok。零件图片如下:
实际发生的质量问题包括2点:
1.总成件底罩12点方向形面过高,部分零件高出了气囊面
2.总成件底面装配后与对手件干涉
分析底罩12点方向轮廓时,测量点图如下:
测量值部分测量值如下(全部数据共30个):
零件编号 测量点0 测量点9底面间隙 6-12点开档
理论值 59.616 61.386 3.00 193.92
1# 61.056 62.262 2.49 195.70
2# 60.728 61.985 2.46 194.90
3# 59.713 61.437 2.40 193.50
4# 57.052 59.865 2.48 189.06
5# 57.473 60.024 2.47 190.37
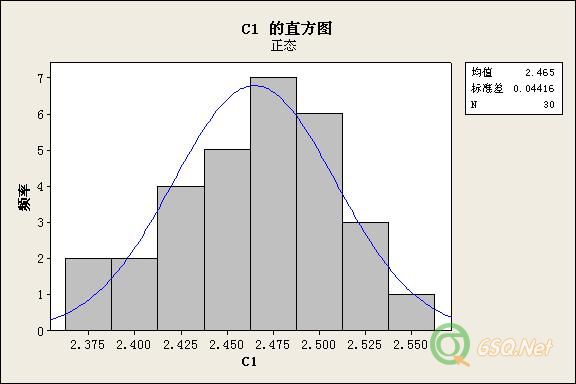
6-12点开档距离的直方图如下
数据分层,可能原因有两个:其一可能是数据量不足;其二可能是供应商整形操作存在不稳定因素,导致数据分层。
分析测量点0与开档尺寸的关系,采用线性回归
minitab运算结果如下:
回归方程为
测点0 = - 61.9 + 0.628 开档尺寸
自变量 系数 系数标准误 T P
常量 -61.948 3.685 -16.81 0.000
开档尺寸 0.62847 0.01912 32.88 0.000
S = 0.181206 R-Sq = 98.7% R-Sq(调整) = 98.6%
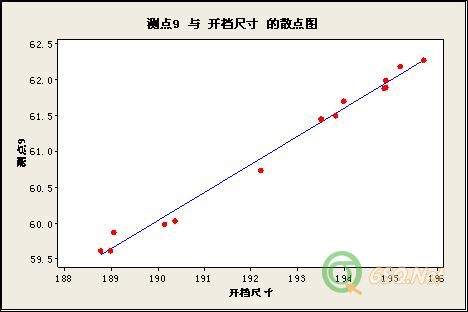
分析测量点9与开档尺寸的关系,同样采用线性回归
minitab运算结果如下:
回归方程为
测点9 = - 14.0 + 0.390 开档尺寸
自变量 系数 系数标准误 T P
常量 -14.016 2.244 -6.25 0.000
开档尺寸 0.38968 0.01164 33.47 0.000
S = 0.110347 R-Sq = 98.8% R-Sq(调整) = 98.7%
从以上两个分析中可以看到,12点方向CMM的测量值与6-12点开档尺寸存在很高的线性相关,需要知道零件12点方面形面时,可以不用去打三坐标,而是用6-12点开档尺准确的估计12点面轮廓。其它测点可以采用同样方法分析。
底面问题分析如下:
从直方图来看,底面距离接近正太分布,符合方差分析的使用条件。
按照188-190,190-192和192-194 对开档尺寸编号为1,2,3 三组
我只选择了15个数据来做分析,在minitab中运行结果如下:
单因子方差分析: C1 与 C2
来源 自由度 SS MS F P
C2 2 0.00121 0.00061 0.20 0.819
误差 12 0.03588 0.00299
合计 14 0.03709
S = 0.05468 R-Sq = 3.27% R-Sq(调整) = 0.00%
平均值(基于合并标准差)的单组 95% 置信区间
水平 N 平均值 标准差 --------+---------+---------+---------+-
1 5 2.4600 0.0354 (--------------*--------------)
2 5 2.4400 0.0711 (--------------*--------------)
3 5 2.4420 0.0517 (---------------*--------------)
--------+---------+---------+---------+-
2.415 2.450 2.485 2.520
合并标准差 = 0.0547
P值0.81,接收原假设,即3组均值没有明显差异。也就是说开档尺寸对底面尺寸没有影响。
分析完毕,如有错误,欢迎大家指正。



8月29号,我在管理杂谈板块儿发了名为《当统计工具遇到传统质量经理》的帖子,没想到帖子受到大家的关注,竟成为火帖。也有很多朋友要求分享一下分析过程。所以我抽出时间,在品质工具板块儿再发一贴,一来与众为朋友共享,二来等待高人指点不足之处。
对零件说明如下(很多信息我会有意保留,否则会有泄露公司信息之嫌):方向盘底罩,壁厚2mm。受自身形状影响,脱模后12点方向壁会向内收缩。零件控制上最难是保持12点方向面轮廓ok。零件图片如下:
实际发生的质量问题包括2点:
1.总成件底罩12点方向形面过高,部分零件高出了气囊面
2.总成件底面装配后与对手件干涉
分析底罩12点方向轮廓时,测量点图如下:
测量值部分测量值如下(全部数据共30个):
零件编号 测量点0 测量点9底面间隙 6-12点开档
理论值 59.616 61.386 3.00 193.92
1# 61.056 62.262 2.49 195.70
2# 60.728 61.985 2.46 194.90
3# 59.713 61.437 2.40 193.50
4# 57.052 59.865 2.48 189.06
5# 57.473 60.024 2.47 190.37
6-12点开档距离的直方图如下
数据分层,可能原因有两个:其一可能是数据量不足;其二可能是供应商整形操作存在不稳定因素,导致数据分层。
分析测量点0与开档尺寸的关系,采用线性回归
minitab运算结果如下:
回归方程为
测点0 = - 61.9 + 0.628 开档尺寸
自变量 系数 系数标准误 T P
常量 -61.948 3.685 -16.81 0.000
开档尺寸 0.62847 0.01912 32.88 0.000
S = 0.181206 R-Sq = 98.7% R-Sq(调整) = 98.6%
分析测量点9与开档尺寸的关系,同样采用线性回归
minitab运算结果如下:
回归方程为
测点9 = - 14.0 + 0.390 开档尺寸
自变量 系数 系数标准误 T P
常量 -14.016 2.244 -6.25 0.000
开档尺寸 0.38968 0.01164 33.47 0.000
S = 0.110347 R-Sq = 98.8% R-Sq(调整) = 98.7%
从以上两个分析中可以看到,12点方向CMM的测量值与6-12点开档尺寸存在很高的线性相关,需要知道零件12点方面形面时,可以不用去打三坐标,而是用6-12点开档尺准确的估计12点面轮廓。其它测点可以采用同样方法分析。
底面问题分析如下:
从直方图来看,底面距离接近正太分布,符合方差分析的使用条件。
按照188-190,190-192和192-194 对开档尺寸编号为1,2,3 三组
我只选择了15个数据来做分析,在minitab中运行结果如下:
单因子方差分析: C1 与 C2
来源 自由度 SS MS F P
C2 2 0.00121 0.00061 0.20 0.819
误差 12 0.03588 0.00299
合计 14 0.03709
S = 0.05468 R-Sq = 3.27% R-Sq(调整) = 0.00%
平均值(基于合并标准差)的单组 95% 置信区间
水平 N 平均值 标准差 --------+---------+---------+---------+-
1 5 2.4600 0.0354 (--------------*--------------)
2 5 2.4400 0.0711 (--------------*--------------)
3 5 2.4420 0.0517 (---------------*--------------)
--------+---------+---------+---------+-
2.415 2.450 2.485 2.520
合并标准差 = 0.0547
P值0.81,接收原假设,即3组均值没有明显差异。也就是说开档尺寸对底面尺寸没有影响。
分析完毕,如有错误,欢迎大家指正。
没有找到相关结果
已邀请:




23 个回复
gorgeous2 (威望:0) (广东 深圳) 汽车制造相关 经理
赞同来自:
正如你说的,传统质量经理、决策人,他们是不会利用统计工具的做出科学的决策,只能劳民伤财。。。。