
MSA 分析方法的选择和判定探讨
亲们,最近有个新项目涉及到终检设备的认可。终检设备测试项目较多,举其中的一个长度为例,欢迎各位指正我的MSA的分析方法的不足之处。
针对该长度供应商也做了标定块。
我的验证方法如下:
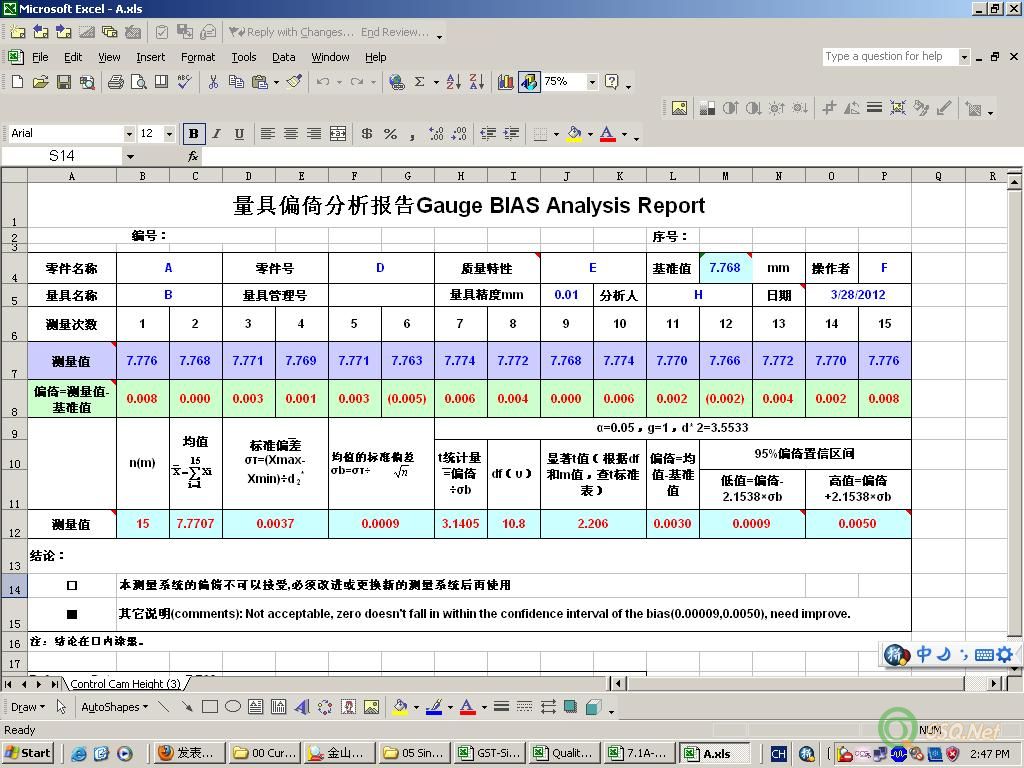
对该设备的测量系统用该检具做了偏倚分析。具体方法为该标定块在实验室用三坐标连续测试10,取其平均值作为reference data, 然后把该标定块放在设备上连续标定15次,记录15次的标定值,进行偏倚分析,发现虽然偏倚很小,但没有落到95%偏倚置信区间,还是不合格;
具体数据可见附件。
我想和各位专家探讨一下:
MSA有偏移,稳定性,线性, G r&r 方法
如何合适的选取其中的方法分析,确保测量系统的准确稳定?
如实验室常规的工具显微镜,三坐标,生产线检查某特性的高度计,等等,欢迎大家畅所欲言,谢谢啦
针对该长度供应商也做了标定块。
我的验证方法如下:
对该设备的测量系统用该检具做了偏倚分析。具体方法为该标定块在实验室用三坐标连续测试10,取其平均值作为reference data, 然后把该标定块放在设备上连续标定15次,记录15次的标定值,进行偏倚分析,发现虽然偏倚很小,但没有落到95%偏倚置信区间,还是不合格;
具体数据可见附件。
我想和各位专家探讨一下:
MSA有偏移,稳定性,线性, G r&r 方法
如何合适的选取其中的方法分析,确保测量系统的准确稳定?
如实验室常规的工具显微镜,三坐标,生产线检查某特性的高度计,等等,欢迎大家畅所欲言,谢谢啦
没有找到相关结果
已邀请:




8 个回复
wxfjh (威望:12) (江苏 无锡) 其它行业 质量主管
赞同来自:
以前我做检测设备的验证的时候,一般计量型也都用GR&R,计数型用KAPPA。
但是之前的一个项目,生产线的检测设备当时做GR&R的时候perfect,非常好,但是一段时间后设备的整体变差,导致测试的结果忽上忽下,拿到实验室验证却都在检测范围内。
实验室的检测方法用三坐标 GR&R也是合格的,但生产线是采用的光电传感器检测面的高度差。
所以之后我再次验证类似检测设备我就在想,如何避免设备的整理漂移,考虑了偏倚的分析。
还有,同一个测量工具是同时检测多个不同的尺寸,但是因为测量设备是组合设计的,可能传感A检测尺寸A,传感器B检测尺寸B,这种情况下还要做线性吗?