
质量人如何告诉老板自己的价值
本帖最后由 xiange 于 2012-5-28 17:06 编辑
摘要:很多从事质量管理的人员都埋怨“入错了行”,“老板只重视产量,不重视质量”。也许,问题并不在老板那,而是我们不知道如何创造更大的价值,让老板能看到自己的价值。
著名的保健品巨头法国合生元的生产负责人——孙主管无意间在质量工程师考试结束时收到一张宣传单;也许是出于有准备的头脑和职业的敏锐,他并没有将里面的赠品取出然后直接将宣传纸仍进路边的垃圾筒中。因为上面宣传的正是自己刚考过的SPC理论如何应用到实践的工具——SPC软件。
经过认真阅读上面的介绍及上网了解,他突然发现只需要借助这个系统,让自己和下面员工头痛的问题将迎刃而解,更为重要的是这改进如果成功还将为公司带来巨额的收益。但对于引入这一套系统是要花钱的,孙主管将自己的方案写成可行性分析报告,在公司会议上提出来,但是上一套系统就能带来这么多好处自己虽然理论上分析是可行的,但毕竟以前没有亲身经历,上层的领导迟迟未能批复。也许个性成就一个人,孙主管并没有因此放弃,并坚持与领导沟通,最终取得了领导的同意——先在一个车间试用。
一期的项目取得了巨大的成功,平均每月为公司省下30多万元!孙主管在公司的地位自然也随之上升,后面二期、添加新的生产线之后上三期,已不是孙主管去找领导,而是领导追问什么时候上了。
在这里,我把这个案例与大家进行分享,对有志于在质量工作中成功人生的同行或许能有所借签。
法国合生元生产的益生菌冲剂家喻户晓,市场需求非常强劲。每个月的产销量多达一千多万袋。其原材料由法国进口,在国内主要完成分装和包装。每小袋产品标定装量为1.5g, 允许的一定限额的上下波动。
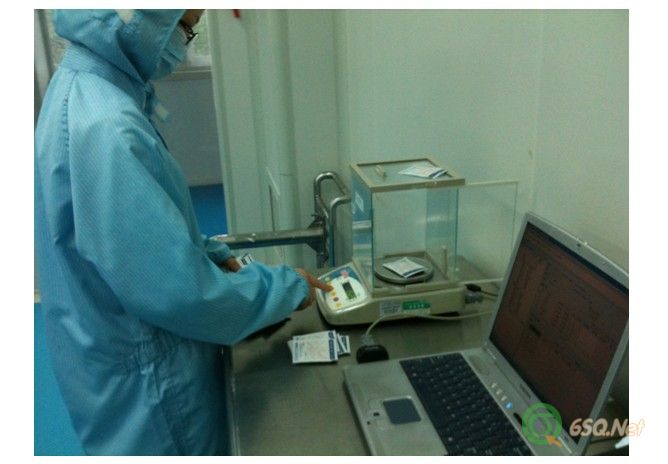
以前,为了保证装量高于国家规定的最低限,但又在规格上限之下,操作员每15分钟从4个注头各抽出5袋产品。在电子天平上测量并记录在纸上,操作员感觉偏低就装量往上调,相反则往下调。操作员每次检验的15分钟里12分钟花在记录称重数据上。经常是越调波动越大,一直让生产和品管人员头痛,但又无法解决。
经与工程师及生产沟通之后,最后决定如下设计方案:
1.现场电子天平直连接电脑,通过电子天平的RS232数据输出接口自动采集称重。
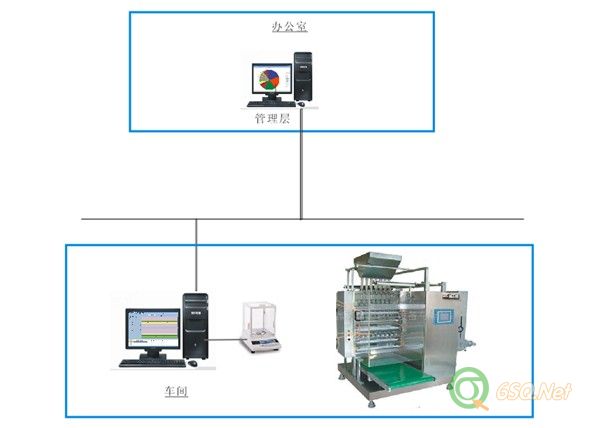
2.在现场直接显示控制图。
3.现场的电脑与办公室的电脑互联。
项目效果:
1.操作员从繁重的重量记录中解脱出来,称好重量之后只需在天平上按一下数据就自动入录到了RICHEER SPC中,做一次检测的时间由原来的15分钟降低为3分钟!
2.从试运行发现,其实4个注头的实际装量远高于标定的1.5g,其中4号注头的平均装量有时甚至达到1.67g之真多,平均装量高达1.57g. 通过RICHEER SPC实时的控制图操作员改变以前凭感觉调机的作法,通过控制图直观地看到当前装量处于规格限的位置,并以指导调机工作。运行一个月以后平均装量基本控制在1.5-1.51g之间。
3.以前为了查看现场的运行情况,生产主管每天必须到现场巡查十几次,每次都要换两次衣服,洗手等,程序繁锁,花费大量的时间。现在他坐在自动的办公桌前就可以直接查看现场的操作数据,也可以通过控制图了解生产运行情况。
项目经济效益:
1.每月人工成本节省:
操作员:12/153000=4/53000=2400元。
2.原材料成本节省:
平均每小袋节省了0.03g.
总的节省量=0.03*10,000,000=300,000g=200,000袋=4167盒。
每盒产品的市场售价为:280元/盒,假设原材料成本价为: 80元/盒。
总计节省成本:4167*80盒=333,333元.
从上面的案例我们可以看到孙主管的成功在于:
摘要:很多从事质量管理的人员都埋怨“入错了行”,“老板只重视产量,不重视质量”。也许,问题并不在老板那,而是我们不知道如何创造更大的价值,让老板能看到自己的价值。
著名的保健品巨头法国合生元的生产负责人——孙主管无意间在质量工程师考试结束时收到一张宣传单;也许是出于有准备的头脑和职业的敏锐,他并没有将里面的赠品取出然后直接将宣传纸仍进路边的垃圾筒中。因为上面宣传的正是自己刚考过的SPC理论如何应用到实践的工具——SPC软件。
经过认真阅读上面的介绍及上网了解,他突然发现只需要借助这个系统,让自己和下面员工头痛的问题将迎刃而解,更为重要的是这改进如果成功还将为公司带来巨额的收益。但对于引入这一套系统是要花钱的,孙主管将自己的方案写成可行性分析报告,在公司会议上提出来,但是上一套系统就能带来这么多好处自己虽然理论上分析是可行的,但毕竟以前没有亲身经历,上层的领导迟迟未能批复。也许个性成就一个人,孙主管并没有因此放弃,并坚持与领导沟通,最终取得了领导的同意——先在一个车间试用。
一期的项目取得了巨大的成功,平均每月为公司省下30多万元!孙主管在公司的地位自然也随之上升,后面二期、添加新的生产线之后上三期,已不是孙主管去找领导,而是领导追问什么时候上了。
在这里,我把这个案例与大家进行分享,对有志于在质量工作中成功人生的同行或许能有所借签。
法国合生元生产的益生菌冲剂家喻户晓,市场需求非常强劲。每个月的产销量多达一千多万袋。其原材料由法国进口,在国内主要完成分装和包装。每小袋产品标定装量为1.5g, 允许的一定限额的上下波动。
以前,为了保证装量高于国家规定的最低限,但又在规格上限之下,操作员每15分钟从4个注头各抽出5袋产品。在电子天平上测量并记录在纸上,操作员感觉偏低就装量往上调,相反则往下调。操作员每次检验的15分钟里12分钟花在记录称重数据上。经常是越调波动越大,一直让生产和品管人员头痛,但又无法解决。
经与工程师及生产沟通之后,最后决定如下设计方案:
1.现场电子天平直连接电脑,通过电子天平的RS232数据输出接口自动采集称重。
2.在现场直接显示控制图。
3.现场的电脑与办公室的电脑互联。
项目效果:
1.操作员从繁重的重量记录中解脱出来,称好重量之后只需在天平上按一下数据就自动入录到了RICHEER SPC中,做一次检测的时间由原来的15分钟降低为3分钟!
2.从试运行发现,其实4个注头的实际装量远高于标定的1.5g,其中4号注头的平均装量有时甚至达到1.67g之真多,平均装量高达1.57g. 通过RICHEER SPC实时的控制图操作员改变以前凭感觉调机的作法,通过控制图直观地看到当前装量处于规格限的位置,并以指导调机工作。运行一个月以后平均装量基本控制在1.5-1.51g之间。
3.以前为了查看现场的运行情况,生产主管每天必须到现场巡查十几次,每次都要换两次衣服,洗手等,程序繁锁,花费大量的时间。现在他坐在自动的办公桌前就可以直接查看现场的操作数据,也可以通过控制图了解生产运行情况。
项目经济效益:
1.每月人工成本节省:
操作员:12/153000=4/53000=2400元。
2.原材料成本节省:
平均每小袋节省了0.03g.
总的节省量=0.03*10,000,000=300,000g=200,000袋=4167盒。
每盒产品的市场售价为:280元/盒,假设原材料成本价为: 80元/盒。
总计节省成本:4167*80盒=333,333元.
从上面的案例我们可以看到孙主管的成功在于:
- 对工作的负责,让他一直在思考如何改进自己的工作方法,提高效率、降低成本——老板的思维!
- 开放心态、不断学习、提升自己;对新事物理性分析,而不是固步自封。让他能够不断抓住机会提升自己的能力和价值。
没有找到相关结果
已邀请:




9 个回复
renzhi009 (威望:6) (上海 浦东新区) 贸易或进出口 经理 - 质量经理 学无止境 来点挑战
赞同来自:
效果2更加搞笑,你现在分注头,手动时候就不分么?
效果3,你是开国际玩笑,生产主管只坐办公室?开掉他吧