
展示点好结果吧,SPC管控注塑过程温度
一直以来,大家都觉得国产机的注塑性能不太稳定,SPC管控注塑过程参数不太可能,本人也一直在一片怀疑声中不断前进。
为什么要做过程参数SPC,因为产品抽检需要大量的人力介入,抽检,测量,记录,导入,分析;若果能利用机器上的传感器抽检将大大减少人工劳动,提高劳动效率极其数据的及时性。
最近某方面确实受到了一些小成果;
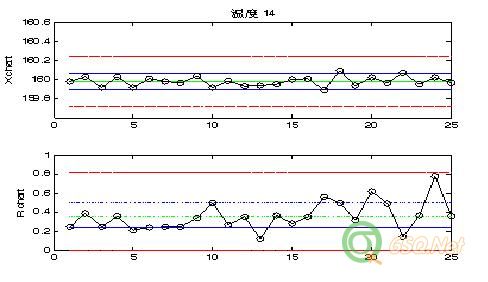
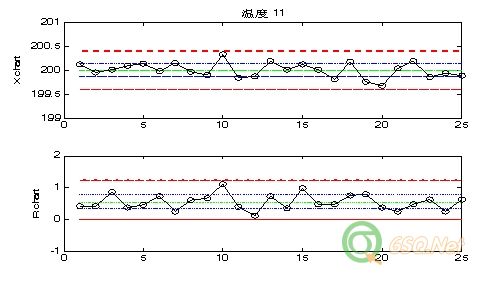
比如注塑机机筒4段温度参数SPC监测,待注塑过程稳定后每隔3分钟取一个样本,样本容量=4;上图了,SPC温度1,4管控建模结果和温度1,4在线监测结果:
从结果看建模结果表示温度数据可以接受管控;在线监测表示在10个采样点附近有异常情况,调查当天情况确实显示当天生产因为用了风扇,温度加热存在一段时间异常。
为什么要做过程参数SPC,因为产品抽检需要大量的人力介入,抽检,测量,记录,导入,分析;若果能利用机器上的传感器抽检将大大减少人工劳动,提高劳动效率极其数据的及时性。
最近某方面确实受到了一些小成果;
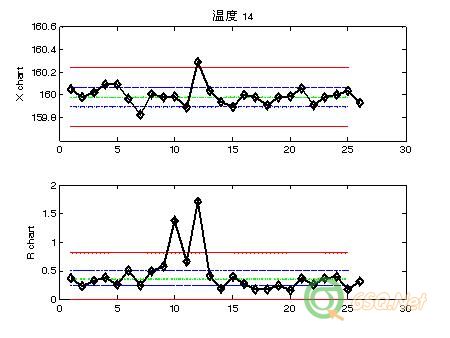
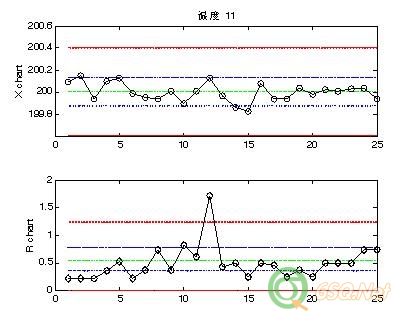
比如注塑机机筒4段温度参数SPC监测,待注塑过程稳定后每隔3分钟取一个样本,样本容量=4;上图了,SPC温度1,4管控建模结果和温度1,4在线监测结果:
从结果看建模结果表示温度数据可以接受管控;在线监测表示在10个采样点附近有异常情况,调查当天情况确实显示当天生产因为用了风扇,温度加热存在一段时间异常。
没有找到相关结果
已邀请:




26 个回复
whyzj (威望:2) (上海 虹口区) 电子制造 工程师 - 希望和朋友们多多交流,加我时说一下,是六西格玛来...
赞同来自: apple★ 、EVER小强 、rocky21
SPC的作用是通过对质量特性的监测,来反馈过程的异常,也就是说,如果对质量特性监测的SPC出现异常,就应该去检查一下是否生产条件发生了变化,从而需要对设备参数进行调整。
SPC的作用在于,在产品产生不良前,预先获知产品质量的变化趋势,所以,SPC监测的对象还是产品。
如果只要监视参数,只要定时点检就可以了。
这是我的理解,不知道是否正确。