
铝合金压铸件流痕
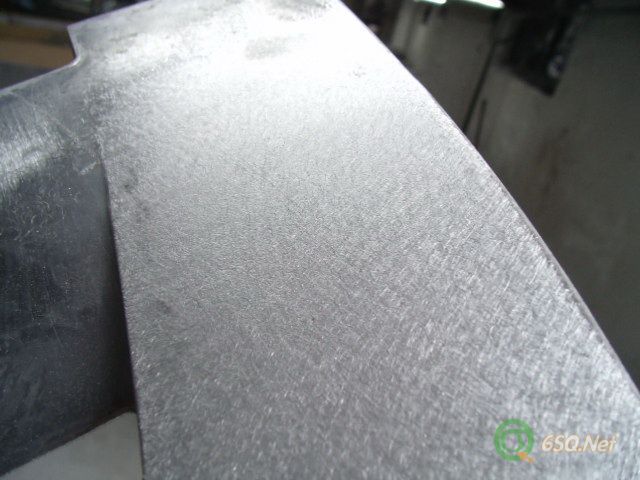
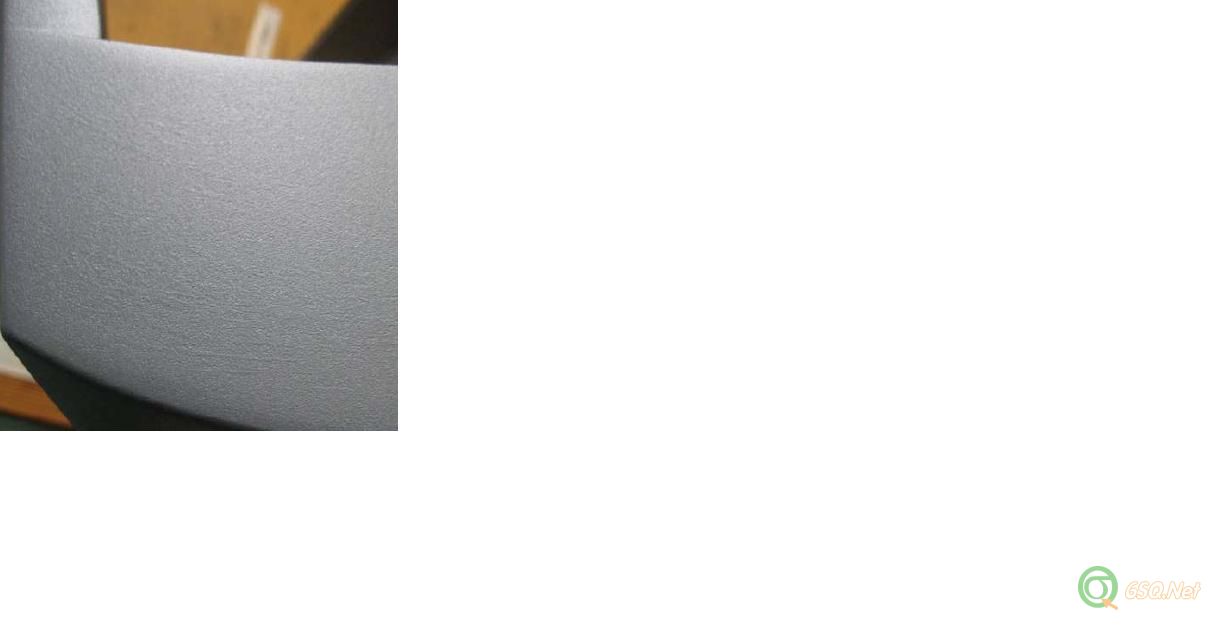
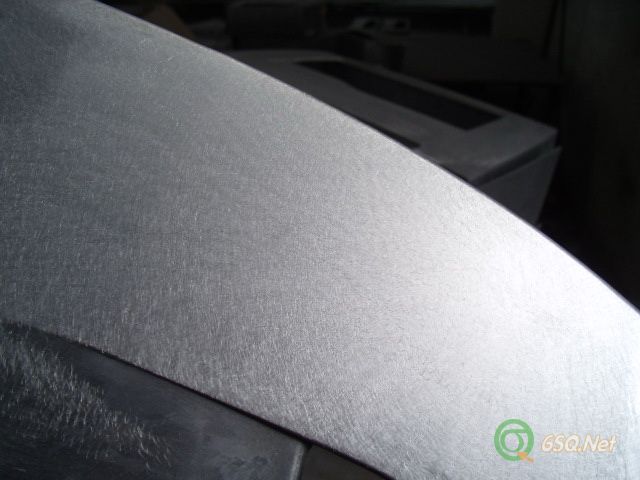
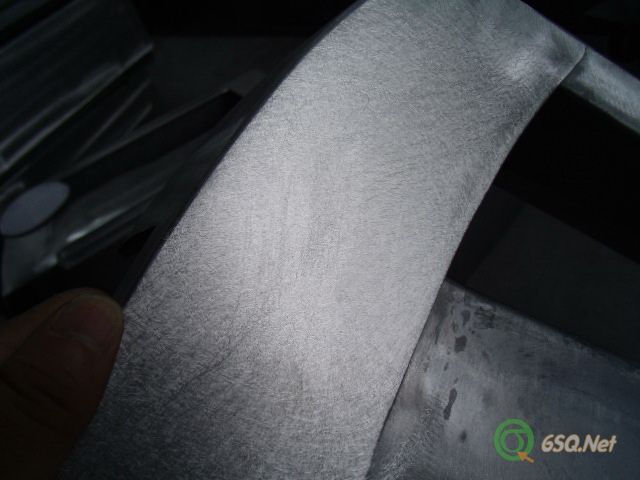
最近在工厂发现一个产品喷粉后,表面出现一道一道的痕迹,没有手感,目视明显。(见毛坯图片)
当时我觉得应该是压铸流痕,工厂在打磨毛坯时没有打磨好。所以喷粉后就很明显。
后面了解了下具体情况,在压铸后,毛坯表面没有这种流痕,但打磨后(如果打磨不是特别深)这种流痕就显现出来(再继续用细砂纸打磨可以减轻流痕),喷粉后流痕就很明显。
在一些资料上对流痕有如下介绍:
流痕
其它名称:条纹
特征:铸件表面上呈现与金属液流动方向相一致的,用手感觉得出的局部下陷光滑纹路。此缺陷无发展倾向,用抛光法能去除。
产生原因 排除措施
1. 两股金属流不同步充满型腔而留下的痕迹。
2. 模具温度低,如锌合金模温低于是150℃,铝合金模温低于180℃,都易产生这类缺陷。
3. 填充速度太高。
4. 涂料用量过多。 1. 调整内浇口截面积或位置。
4.涂料使用薄面喷匀。
但我现场查看毛坯确认没有感觉到,然后请打磨师傅打磨后就能看见。
所以想请问是否有同行见过类似不良,这种不良是否就是流痕,如果在压铸或者模具上改善。







当时我觉得应该是压铸流痕,工厂在打磨毛坯时没有打磨好。所以喷粉后就很明显。
后面了解了下具体情况,在压铸后,毛坯表面没有这种流痕,但打磨后(如果打磨不是特别深)这种流痕就显现出来(再继续用细砂纸打磨可以减轻流痕),喷粉后流痕就很明显。
在一些资料上对流痕有如下介绍:
流痕
其它名称:条纹
特征:铸件表面上呈现与金属液流动方向相一致的,用手感觉得出的局部下陷光滑纹路。此缺陷无发展倾向,用抛光法能去除。
产生原因 排除措施
1. 两股金属流不同步充满型腔而留下的痕迹。
2. 模具温度低,如锌合金模温低于是150℃,铝合金模温低于180℃,都易产生这类缺陷。
3. 填充速度太高。
4. 涂料用量过多。 1. 调整内浇口截面积或位置。
- 高速模具温度,增大溢流槽。
4.涂料使用薄面喷匀。
但我现场查看毛坯确认没有感觉到,然后请打磨师傅打磨后就能看见。
所以想请问是否有同行见过类似不良,这种不良是否就是流痕,如果在压铸或者模具上改善。
没有找到相关结果
已邀请:




20 个回复
jacd (威望:1283) (江苏 苏州) 机械制造 供应商开发经理 - 供应商质量管理,为中华品质之崛起而学习
赞同来自: