
SPC困惑3--σ的估计为什么要用Rbar/d2
本帖最后由 williamz 于 2013-2-1 00:13 编辑
在Xbar-R控制图中,Xbar图控制限可设定为,如下图:
书上讲”对于小样本,即小于12的样本来讲,平均值极差是标准差的良好估计值。标准差的估计值为平均极差除以常数d2“。
我想问,其中过程标准差σ为什么要用Rbar/d2来进行估计呢,能不能用stdev(excel函数)来进行计算呢?
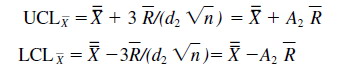
在Xbar-R控制图中,Xbar图控制限可设定为,如下图:
书上讲”对于小样本,即小于12的样本来讲,平均值极差是标准差的良好估计值。标准差的估计值为平均极差除以常数d2“。
我想问,其中过程标准差σ为什么要用Rbar/d2来进行估计呢,能不能用stdev(excel函数)来进行计算呢?
没有找到相关结果
已邀请:




17 个回复
九五一 (威望:12) (江苏 苏州) 机械制造 其它 - 没事自己偷着乐,不跟你们一起玩
赞同来自: 小虾变大侠 、albeert
极差可以理解为表示样本波动的范围,标准差可以理解为样本的趋向标准的精准度,两者各自表现的内容是不同的.两者统一起来才能对过程进行更准确的描述.所以在计算CPK的时候用"估值"来代替.
在控制图中,极差控制图用极差来算控制限,标准差控制图用标准差来计算.
对你写的"书上所讲",指的是样本小于12的时候,"估值"与标准差是非常近似的,所以可以代替,因为不管是极差和标准差,它们计算的意义不是普遍的,会存在某一段内的准确性问题.就好比某一段数据,前面一段用一种函数,后面一段用另外一段函数表示更精确.