
五金加工加工产品,要求合格率控制在99%,如何定抽检方案。
小型五金加工企业,目前接到一个要求比较高的产品,合格率要控制在99%以上,出厂检验方案如何制定,目前车间巡检时间定位1小时一次,出厂抽检方案如何制定? 材料为铝合金 设备为普通数控车床
没有找到相关结果
已邀请:




19 个回复
suifeng3514 (威望:13)
赞同来自: 甜椒 、okcake@126.com 、红日西沉 、哈密 、凯文七号
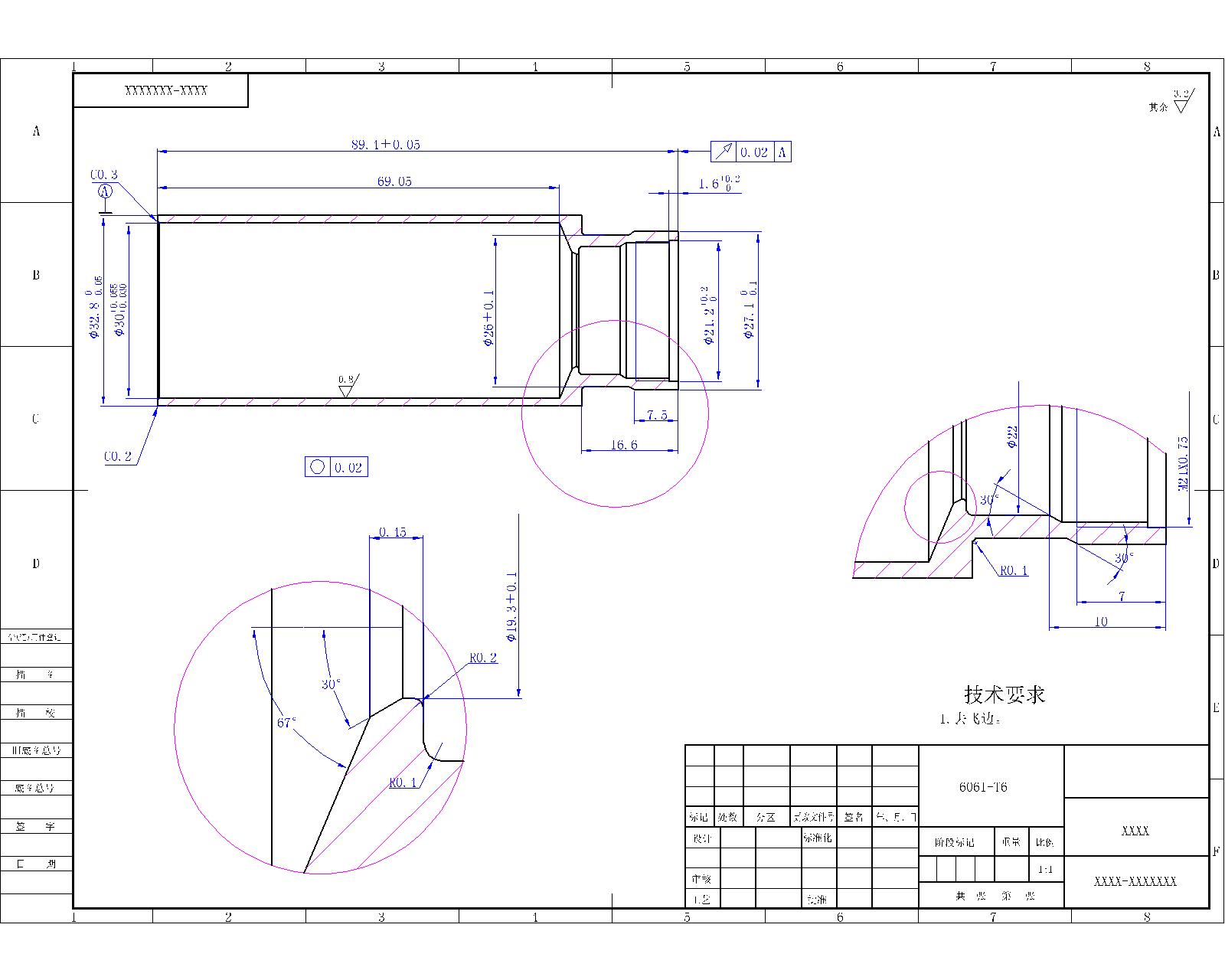
这个东西有些难度,薄壁件,难度在于保证0.02的跳动和圆度我的加工思路这样的,四道工序,棒料下料,整体粗车,预留好余量,然后镗孔直接到位,上专用夹具,穿着孔车外圆和劈端面,保证0.02的垂直度,两次车(粗车和精车),应该也能保证圆度,我也说不准,这个的确有些麻烦,还要看你的进给和吃刀,以及设备的精度前期检验必须要跟踪一批次,100%检验吧,看看稳定性,有问题了和技术沟通测量的话,跳动和圆度用三坐标,没什么难度,这里的0.02的跳动其实是端面和32.8的轴的垂直度,圆度三坐标打一下,这里不多说做还是可以做的,多尝试几次需要这个夹具的设计,也是个比较重要的地方,
不过你的那个材料,有些问题,应该是6061-T6511,
图纸上没有看到有啥表面处理,如果要做阳极或者喷涂,也是要留好余量的
按照这个思路,其实你只要控制好内孔和外圆就行了,做几个通止规,给一线员工使用,因为主要就是变形的控制,如果这两个尺寸没啥问题,也就是说变形能控制住,垂直度和外圆肯定是没有关系的,检验过程控制的方向在此,过程能控制住,出货正常检验就好了
而且过程是生产员工在帮你控制,质量验证就好了,品质的价值就在此处,
以上是个人观点