分析图,问题请教
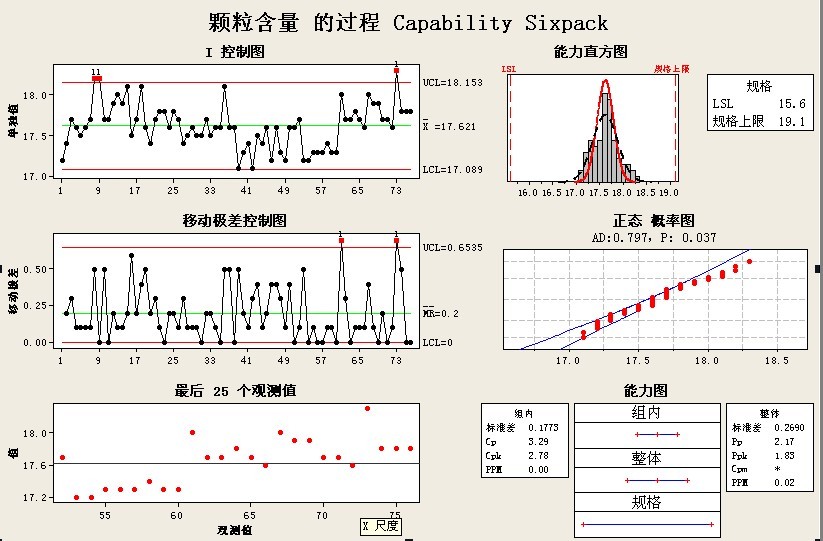
如图,不是正态分布,可以用六合图分析吗,点超控制上限,是过程不受控,还是有特殊因素存在,为什么移动极差图上下限不平均呢
没有找到相关结果
已邀请:

没有找到相关结果




1 个回复
zhou87year (威望:1) (广东 佛山) 家电或电器 工程师 - 质量工程师
赞同来自: paul_chen2006
1、不是正态分布,可以用六合图分析吗
你所用的Control Chart为单值-移动极差图(I-MR图)为计量控制图,计量控制图的基本假定是质量特性X的观测之服从正态分布N(μ,σ2),不服从正态分布的特性不能使用计量控制图,一般对于一个正常的生产过程从过程中取样所得的数据其分布可以看作近似为正态分布。
2、点超控制上限,是过程不受控,还是有特殊因素存在
点超出控制线,即过程不受控,换个说法就是有特殊因素存在,是一码事,不是非此即彼的关系,需要排除特殊因素后进行从新取样分析,CPK必须要在过程受控的状态下进行计算,否则没有意义。
3、为什么移动极差图上下限不平均呢
为什么要平均呢,移动极差图的上下限计算公式为UCL=D4 Rbar, LCL=D3R bar,D4、D3为控制图系数跟样本量相关,如果两者不一致就会出现上下限不平均,这很正常。
————————————————————————————————————————
对于以上回答有错或者不够完善的地方,请楼下补充。