
MSA结果,求分析
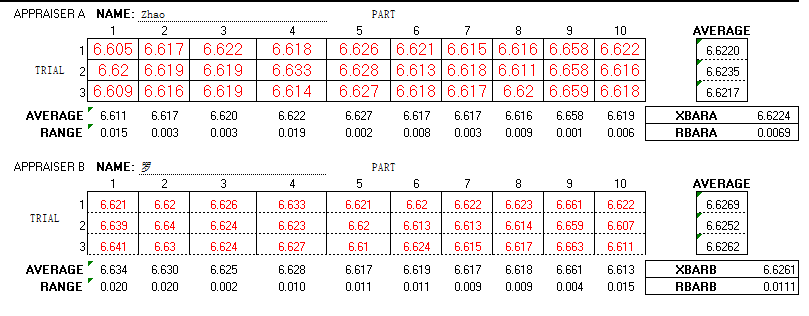
用投影仪测量一个注塑件直径。数据如附图,结果很不好,目前已知的问题是样品中的差别太小。
Gage R&R Study - ANOVA Method
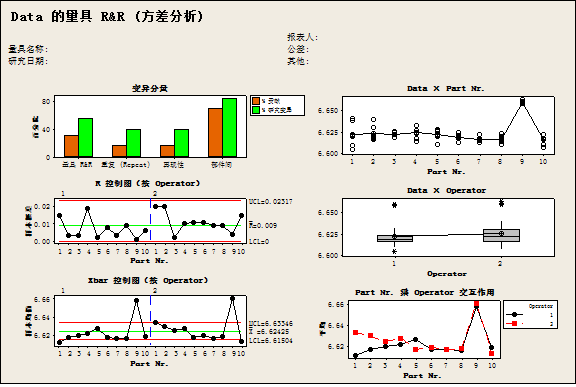
量具 R&R 研究 - 方差分析法
包含交互作用的双因子方差分析表
来源 自由度 SS MS F P
Part Nr. 9 0.0089054 0.0009895 8.20158 0.002
Operator 1 0.0002054 0.0002054 1.70208 0.224
Part Nr. * Operator 9 0.0010858 0.0001206 3.77413 0.002
重复性 40 0.0012787 0.0000320
合计 59 0.0114752
删除交互作用项选定的 Alpha = 0.25
量具 R&R
方差分量
来源 方差分量 贡献率
合计量具 R&R 0.0000644 30.77
重复性 0.0000320 15.28
再现性 0.0000324 15.48
Operator 0.0000028 1.35
Operator*Part Nr. 0.0000296 14.13
部件间 0.0001448 69.23
合计变异 0.0002092 100.00
研究变异 %研究变
来源 标准差(SD) (6?*?SD) 异 (%SV)
合计量具 R&R 0.0080218 0.0481311 55.47
重复性 0.0056539 0.0339234 39.09
再现性 0.0056906 0.0341438 39.35
Operator 0.0016803 0.0100819 11.62
Operator*Part Nr. 0.0054369 0.0326214 37.59
部件间 0.0120336 0.0722016 83.21
合计变异 0.0144623 0.0867737 100.00
可区分的类别数 = 2
Gage R&R Study - ANOVA Method
量具 R&R 研究 - 方差分析法
包含交互作用的双因子方差分析表
来源 自由度 SS MS F P
Part Nr. 9 0.0089054 0.0009895 8.20158 0.002
Operator 1 0.0002054 0.0002054 1.70208 0.224
Part Nr. * Operator 9 0.0010858 0.0001206 3.77413 0.002
重复性 40 0.0012787 0.0000320
合计 59 0.0114752
删除交互作用项选定的 Alpha = 0.25
量具 R&R
方差分量
来源 方差分量 贡献率
合计量具 R&R 0.0000644 30.77
重复性 0.0000320 15.28
再现性 0.0000324 15.48
Operator 0.0000028 1.35
Operator*Part Nr. 0.0000296 14.13
部件间 0.0001448 69.23
合计变异 0.0002092 100.00
研究变异 %研究变
来源 标准差(SD) (6?*?SD) 异 (%SV)
合计量具 R&R 0.0080218 0.0481311 55.47
重复性 0.0056539 0.0339234 39.09
再现性 0.0056906 0.0341438 39.35
Operator 0.0016803 0.0100819 11.62
Operator*Part Nr. 0.0054369 0.0326214 37.59
部件间 0.0120336 0.0722016 83.21
合计变异 0.0144623 0.0867737 100.00
可区分的类别数 = 2
没有找到相关结果
已邀请:




4 个回复
gameoverztq (威望:59) (上海 ) 贸易或进出口 工程师
赞同来自:
产品是同一个过程生产出来的吗?第九个零件为什么和其它零件相差那么大?
是否对测量过程,操作方法进行了详细的定义?
样品是切片吗,设备是老式的投影仪还是2.5D?
是不是因为产品的不圆度过大导致该结果?