
MSA问题请教
大家新年好,去年底做MSA,测得数据如下:
零件名称: 1M2075-00101 技术要求: Φ6.349 0.004 试验次数: 3 (2或3次)
-0.004
工序号: OP20 量具名称: 电子柱式气动量仪 操作者A:
检测项目: 中孔内径 量具编号: G-AR-002-02 操作者B:
被测零件数: 10 日期: 2015/2/13 操作者C:
1 2 3 4 5 6 7 8 9 10
A1 6.3473 6.3472 6.3474 6.3476 6.3472 6.3477 6.3474 6.3477 6.3474 6.3474
A2 6.3474 6.3474 6.3475 6.3476 6.3472 6.3477 6.3475 6.3477 6.3474 6.3475
A3 6.3474 6.3474 6.3475 6.3476 6.3472 6.3478 6.3475 6.3477 6.3474 6.3475
B1 6.3473 6.3472 6.3475 6.3476 6.3472 6.3478 6.3475 6.3475 6.3474 6.3475
B2 6.3474 6.3474 6.3475 6.3475 6.3472 6.3478 6.3474 6.3476 6.3474 6.3473
B3 6.3475 6.3474 6.3476 6.3477 6.3471 6.3477 6.3473 6.3477 6.3473 6.3475
C1 6.3471 6.3471 6.3474 6.3476 6.3472 6.3476 6.3474 6.3475 6.3472 6.3472
C2 6.3471 6.3472 6.3475 6.3474 6.3471 6.3477 6.3474 6.3475 6.3471 6.3472
C3 6.3471 6.3471 6.3474 6.3474 6.3472 6.3477 6.3473 6.3475 6.3471 6.3472
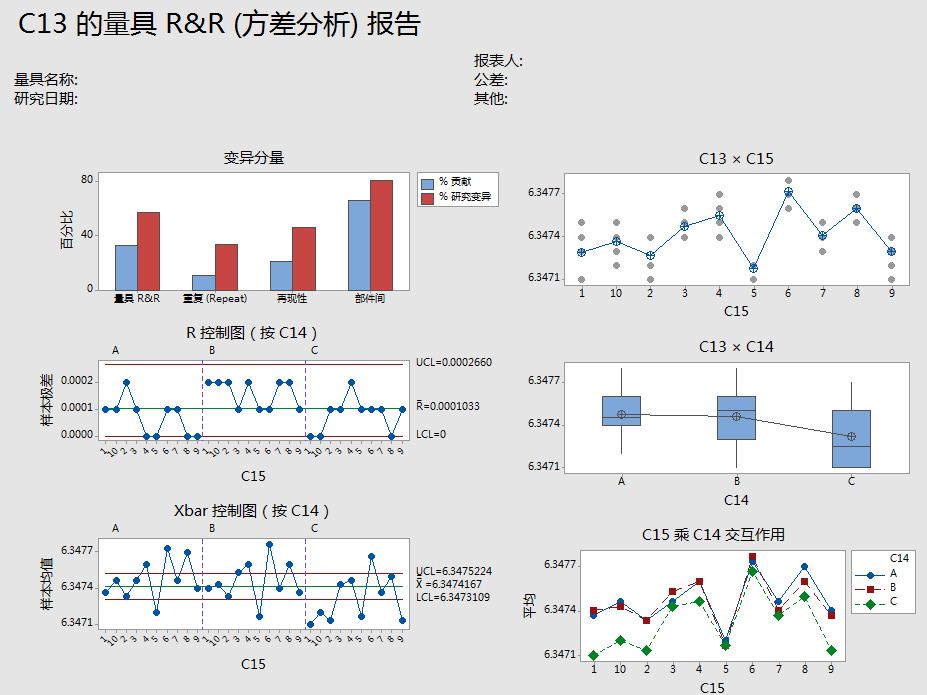
现在分析得到的MSA结果EV%=30.66%,AV%=40.77%,GRR%=50.11%,PV/TV%=86.01%
根据结果,我也知道了样本选择有问题,数据比较集中。但结果AV%达到40.77%,量具是气动量仪,这个表明人员操作或读数有问题吗?请帮忙分析分析怎么改进。
零件名称: 1M2075-00101 技术要求: Φ6.349 0.004 试验次数: 3 (2或3次)
-0.004
工序号: OP20 量具名称: 电子柱式气动量仪 操作者A:
检测项目: 中孔内径 量具编号: G-AR-002-02 操作者B:
被测零件数: 10 日期: 2015/2/13 操作者C:
1 2 3 4 5 6 7 8 9 10
A1 6.3473 6.3472 6.3474 6.3476 6.3472 6.3477 6.3474 6.3477 6.3474 6.3474
A2 6.3474 6.3474 6.3475 6.3476 6.3472 6.3477 6.3475 6.3477 6.3474 6.3475
A3 6.3474 6.3474 6.3475 6.3476 6.3472 6.3478 6.3475 6.3477 6.3474 6.3475
B1 6.3473 6.3472 6.3475 6.3476 6.3472 6.3478 6.3475 6.3475 6.3474 6.3475
B2 6.3474 6.3474 6.3475 6.3475 6.3472 6.3478 6.3474 6.3476 6.3474 6.3473
B3 6.3475 6.3474 6.3476 6.3477 6.3471 6.3477 6.3473 6.3477 6.3473 6.3475
C1 6.3471 6.3471 6.3474 6.3476 6.3472 6.3476 6.3474 6.3475 6.3472 6.3472
C2 6.3471 6.3472 6.3475 6.3474 6.3471 6.3477 6.3474 6.3475 6.3471 6.3472
C3 6.3471 6.3471 6.3474 6.3474 6.3472 6.3477 6.3473 6.3475 6.3471 6.3472
现在分析得到的MSA结果EV%=30.66%,AV%=40.77%,GRR%=50.11%,PV/TV%=86.01%
根据结果,我也知道了样本选择有问题,数据比较集中。但结果AV%达到40.77%,量具是气动量仪,这个表明人员操作或读数有问题吗?请帮忙分析分析怎么改进。
没有找到相关结果
已邀请:
从运行结果来看,人员的测量方法需要改进。(注:从下面的X-bar图可以判断你选的样本没有问题)
%公差(SV/Toler):8.83% <30%(良好),所以该测量系统可以使用在判定部品的合格/不合格
%研究变异(%SV):57.56% >30%(不好),再现性/重复性都大于30%(不好),无法辨别工序变异,该测量系统无法用于SPC
量具R&R 贡献率:33.13% > 7.7(不好)
改善建议:
%公差(SV/Toler):8.83% <30%(良好),所以该测量系统可以使用在判定部品的合格/不合格
%研究变异(%SV):57.56% >30%(不好),再现性/重复性都大于30%(不好),无法辨别工序变异,该测量系统无法用于SPC
量具R&R 贡献率:33.13% > 7.7(不好)
改善建议:
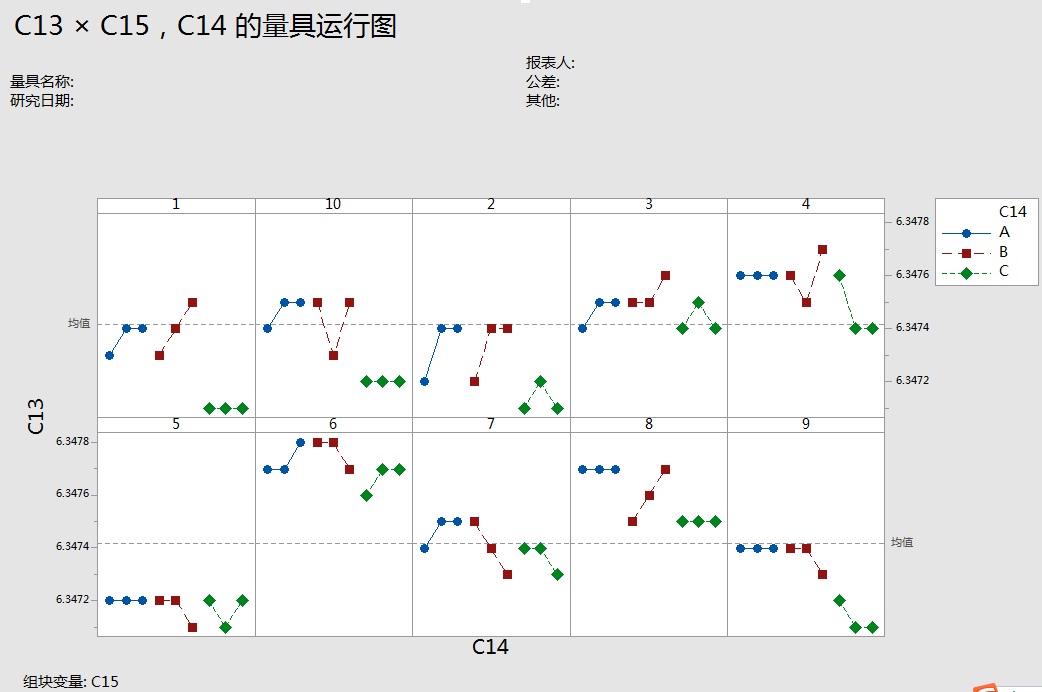
- 从量具运行图(最后一个图)可以判断,操作者C 测量的结果普遍比其他连个操作者低很多,测量方法上可能与A和B有差异,需要重新培训后观察测量步骤,确认是否正确。
- 从R-bar图(第二个图)可以判断,操作者B在重复测量时的差异较大,每次测量的时候都不一样,可能对测量方法不熟悉,没按要求操作。





aa785951565 • 2015-02-27 11:35
目前我已重新选择样本测试,现在是选的两个型号的产品,测同一个尺寸,一个尺寸是6.345~6.353,另一个产品尺寸是7.997~8.003,这样做下来的结果就很好,EV%=0.02%,AV%=0.01%,%GRR=0.02%,根据大家的回复,量具MSA与产品无关,是否能表明该气动量仪是可以使用
spawamg • 2015-03-02 14:15
2个不同的尺寸需要做2次,像你写的要是规格不同的尺寸放在一起进行MSA,结果一般都会出现良好。。。
测量系统的好坏判断:
运行Minitab→满足以下条件可判断是良好
%贡献率<7.7,%研究变异和%公差<30%,可区分类别数≥5