
请教:数据关联性强,不满足正态分布的情况下该选用Cpk or Ppk作为改善指标?还是要进行正态性数据转换?
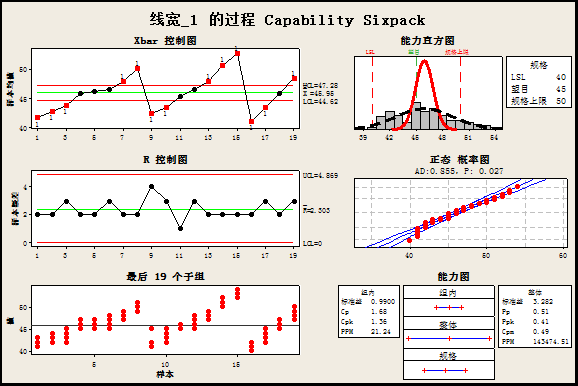
基本介绍:这是一个关于丝网印刷线宽控制的问题。印刷线宽跟网版印次显著相关,随着印次增加,线宽会逐渐变宽。考虑网版成本原因,对网版印次有一定要求。但是如此一来,保证到样本覆盖整体的情况下,抽测数据不符合正态性分布了。使用Minitab软件的capability sixpack分析,Cpk值较高,但是Ppk非常低(附图)。对这个数据,是可以直接采用Ppk作为改善指标呢?还是需要进行正态性数据转换啊?请各位高手们指点一下迷津,谢谢!
补充:已经确定过程是不稳定的,主要是印刷次数与线宽成正向相关性,随着网版印刷的次数增多线宽就越来越宽。考虑到印刷耗材成本问题,一般一块网版要印刷12000-20000片,所以线宽就会逐渐变宽。这里考虑的是根据对印刷线宽的规格要求,去对印刷次数以及其他影响线宽的因素进行控制。目前的问题是在基准调查阶段,是否可以选取Ppk作为改善指标?或者只能用其他方式作为改善指标?
可能我的问题还是没表达清楚,更加详细点的补充描述如下:
一个叫丝网印刷的工序,连续生产,每小时产能1500片,其CTQ之一是印刷线宽,其规格限是40-50。目前已经知道一块网版刚开始使用时,印刷的线宽在40左右(波动不大)。但随着网版印次的增加,线宽均值会慢慢变大,最终可能超过50。因为是连续生产,只能抽检。现在收集了一些样品,得到一些线宽数据(非正态)。目前希望通过这些数据来反映当前的过程能力,并预测到底有多少线宽会超出控制限。
一般的情况下当然是要先保证过程稳定,只有随机波动的影响,这时候大多数分布都会符合正态分布(当然也还可能有威布尔分布等)。但是,我这里的情况是已知网版印次这个因素是非随机的,而且也不可能消除。在这种情况下如何定义过程能力?并预测到底有多少线宽会超出控制限?
补充:已经确定过程是不稳定的,主要是印刷次数与线宽成正向相关性,随着网版印刷的次数增多线宽就越来越宽。考虑到印刷耗材成本问题,一般一块网版要印刷12000-20000片,所以线宽就会逐渐变宽。这里考虑的是根据对印刷线宽的规格要求,去对印刷次数以及其他影响线宽的因素进行控制。目前的问题是在基准调查阶段,是否可以选取Ppk作为改善指标?或者只能用其他方式作为改善指标?
可能我的问题还是没表达清楚,更加详细点的补充描述如下:
一个叫丝网印刷的工序,连续生产,每小时产能1500片,其CTQ之一是印刷线宽,其规格限是40-50。目前已经知道一块网版刚开始使用时,印刷的线宽在40左右(波动不大)。但随着网版印次的增加,线宽均值会慢慢变大,最终可能超过50。因为是连续生产,只能抽检。现在收集了一些样品,得到一些线宽数据(非正态)。目前希望通过这些数据来反映当前的过程能力,并预测到底有多少线宽会超出控制限。
一般的情况下当然是要先保证过程稳定,只有随机波动的影响,这时候大多数分布都会符合正态分布(当然也还可能有威布尔分布等)。但是,我这里的情况是已知网版印次这个因素是非随机的,而且也不可能消除。在这种情况下如何定义过程能力?并预测到底有多少线宽会超出控制限?
没有找到相关结果
已邀请:
1.你的数据是明显是随时间增大的,也就是说在长时间是非正态的.那么存在特殊原因.Minitab计算CPK有一项,是I-MR(组内/组间),你用这个选项计算CPK,就会发现与PPK差不多一样.
- 你需要找到线宽快速变大的拐点进行控制,而不是计算CPK.
- 你的线宽要求是多少啊,um那测量位置呢是锡膏最上平面还是PCB板上的宽度啊.如果是PCB板上的宽度,那变化不会很大,如果是上平面宽度,就会有变化,因为网板孔是有斜度的.
- 你这个CTQ(宽度)是客户要求,还是自己识别的
- 厚度可以通用减少刮刀压力调整,不知道宽度是否可以,你试试.
- 过程控制不是只有SPC一种方法.比如定期测量更换,或定期调整等.比如电镀厂的溶液浓度控制.




Jason_Wang • 2015-09-30 09:10
你做太阳能贴装?淮南三科?
虎子 • 2015-09-30 10:41
@Jason_Wang:不是,在湖南。太阳能电池片生产