
规格公差0±0.5,这样的控制点有必要做控制图吗?请指导!
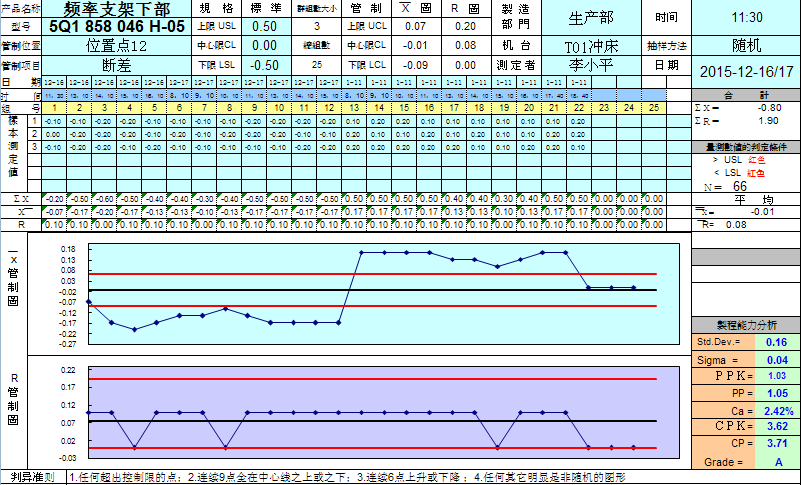
1、我们公司做的是汽车仪表盘骨架的冲压件,产品实际同一批次是比较稳定的,上了检具测断差和间隙,这些控制点的公差±0.5,用SPC控制好像太灵敏了,批次与批次之间稍微变化0.1就超限,生产实际中有一批走正公差,一批走负公差的情况,这点变化是可以接受的,实际也不可能去调机,那这种控制点是不是就没有必要用SPC去控制呀?
请大家看图
2、另外因两批次生产时间不同,数据出现分层。
是否应该一个批次做一张SPC图?下一个批次又要重新定控制限?---这样做好麻烦
3、们的产品因为生产的时间比较短,一般一个月连续生产一两天就结束了,采集的数据会不足25组,计算出来的CPk值会不会置信度不足。
在线等,请专业人士帮忙指导一下,做这个搞得好郁闷,做起来觉得没有什么意义

请大家看图
2、另外因两批次生产时间不同,数据出现分层。
是否应该一个批次做一张SPC图?下一个批次又要重新定控制限?---这样做好麻烦
3、们的产品因为生产的时间比较短,一般一个月连续生产一两天就结束了,采集的数据会不足25组,计算出来的CPk值会不会置信度不足。
在线等,请专业人士帮忙指导一下,做这个搞得好郁闷,做起来觉得没有什么意义
没有找到相关结果
已邀请:




7 个回复
wu5105400 (威望:3) (四川 成都) 汽车制造相关 工程师 - 质量守护者
赞同来自: