
关于建立SPC的几点疑惑
情况:采用0.01mm的卡尺测量测量厚度(厚度在加工过程中存在减薄)
疑惑:
1. MSA分析 R&R=28%,风险较高,但考虑成本,仅仅在降低卡尺使用敏感性上采取了措施
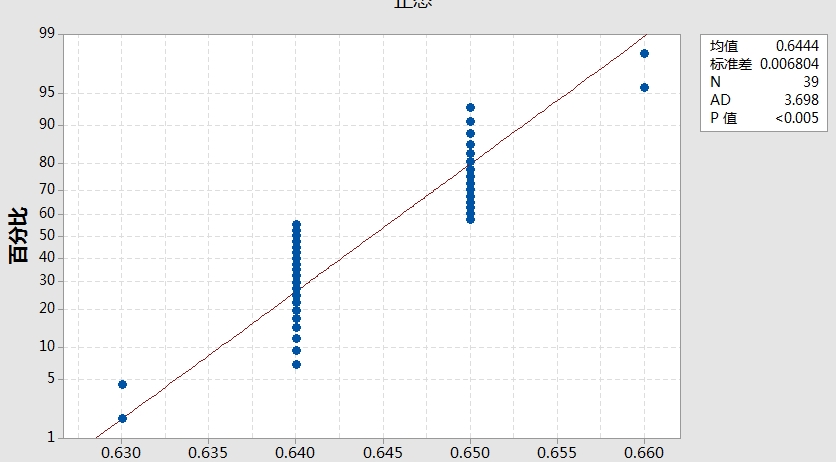
2. 收集得到分析用的数据:分布不是正态的,数据分组不充分,量具精度存在挑战
3. 任然坚持采用I-MR控制图进行监控,能有效指导异常预警吗?
请帮忙解惑,能不能用作控制用控制图,粗略计算了一下,Cpk>2,能力还是满足的,比较担心的是不能有效对异常进行预警。
疑惑:
1. MSA分析 R&R=28%,风险较高,但考虑成本,仅仅在降低卡尺使用敏感性上采取了措施
2. 收集得到分析用的数据:分布不是正态的,数据分组不充分,量具精度存在挑战
3. 任然坚持采用I-MR控制图进行监控,能有效指导异常预警吗?
请帮忙解惑,能不能用作控制用控制图,粗略计算了一下,Cpk>2,能力还是满足的,比较担心的是不能有效对异常进行预警。
没有找到相关结果
已邀请:




1 个回复
jacd (威望:1283) (江苏 苏州) 机械制造 供应商开发经理 - 供应商质量管理,为中华品质之崛起而学习
赞同来自:
研究量具GR&R也没有意义。
厚度在加工过程中会减薄,为什么不及时做调整?为何没有预防性维护保养?如果实际是机加工为何不能设置刀补程序?