
MSA中GR&R中Tv计算公式的选取依据
各位老师前辈,我想问一下MSA中重复性和再现性中计算Tv的公式有四个,实际计算时根据什么原则来选用,MSA第四版有,但是不太明白,希望大家能详细解释一下,特别是零件变差计算总变差的公式,什么时候用?
没有找到相关结果
已邀请:




2 个回复
Sol_Sun (威望:68) (山东 青岛) 机械制造 MBB/质量总监/专家 - 精益六西格玛、质量管理、AUKOM、GD&...
赞同来自: 无锡杜召兵
书上有详细说明,我这里稍微解释下。
计量型MSA评估GRR的方法有很多。
1, 极差法:
计算公式:%GRR = GRR/PV(过程变差)
GRR = 平均极差/d2*
过程变差需由其他研究得出(及历史SPC或过程能力数据)。
优点:计算简单方便,没有计算机的前提下,可以手动计算得出。
缺点:只能评价GRR大体好坏,不能有效的区分重复性,再现性;确定问题点以及其改善方向。
2, 平均值极差控制图法以及ANOVA 计算本身没有太大差异。却别知识有无作业员,零件之间的交互作用。
计算公式:%GRR = SQRT((EV的平方 + AV的平方))/TV 或 SQRT((EV的平方 + AV的平方)) /Tolerance
GRR = SQRT((EV的平方 + AV的平方)),TV= SQRT((R&R的平方 + PV的平方));
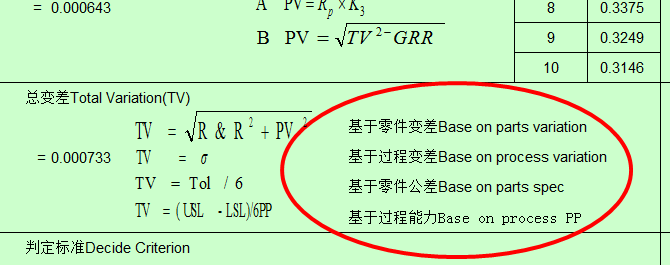
这里的 TV是 total variance 叫总变差; Tolerance 就是所谓的公差或规格。如果GRR取样合理,且样本来自处于统计受控的生产过程。两者不会出现太大的差异。PV是Parts Variance叫零件变差
3, 至于过程能力计算GRR那是另一个话题。大家都知道过程能力也是由过程变异和零件规格(中心值,上下限)计算而来,所以他们之间是可以互相转换的。
这里有一个问题,由于MSA分析是一个时间比较短的过程,一般过程能力指的的Cp,而不是Pp。表格中用的是PP可能哪里有点误会。
这里公式太多,懒得码字,贴一张图自己看。