
排除取样偏差导致的Cpk轻微大于Cp;其余的从理论上貌似不太可能。
建议把全文贴出来看看怎么回事。
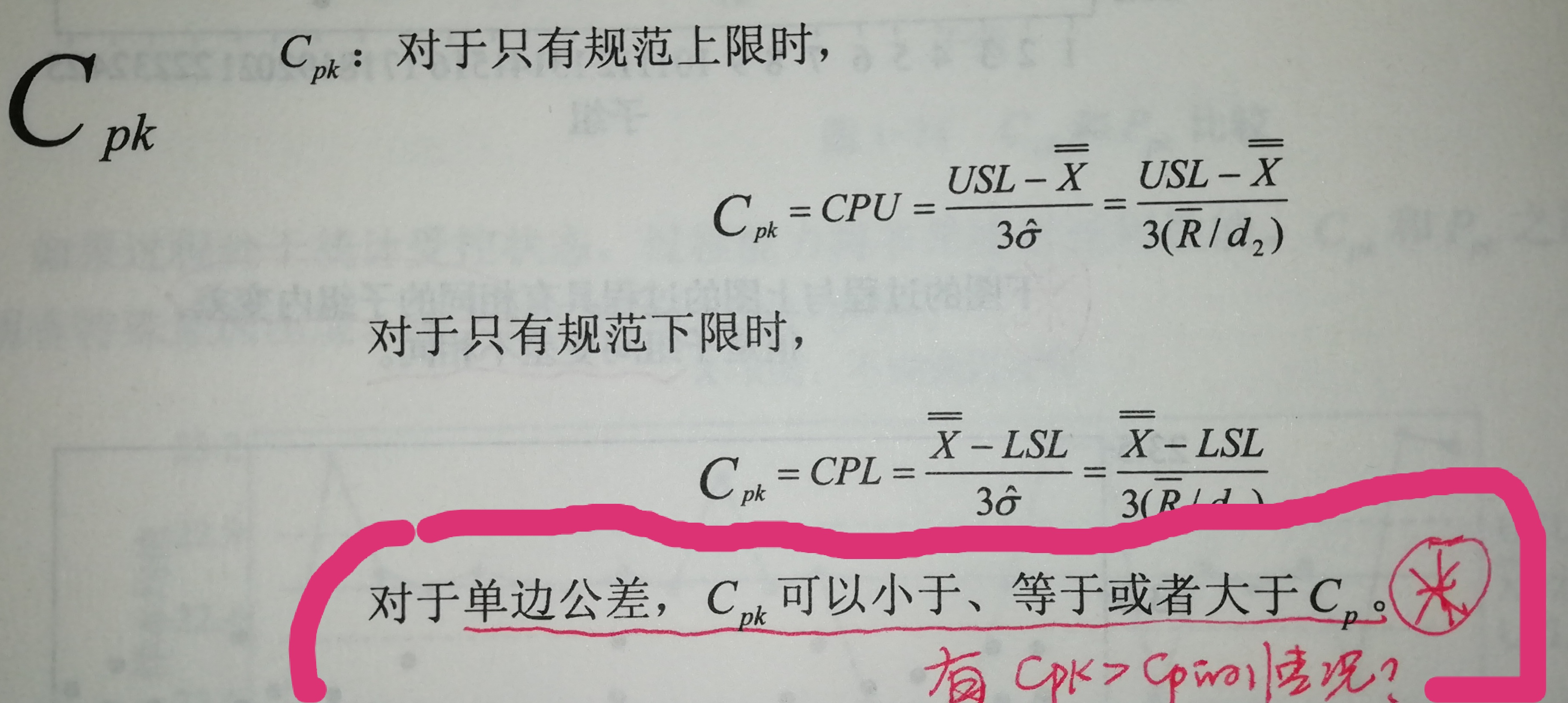
仔细看了下;这是单边公差!前面有点误会,关于单标公差的Cpk大于,等于,小于Cp;这里稍微加以解释下:
准确的说:单边公差Cp不可评价。因为没法定义公差带宽!
如果要强行评价,只能用它的自然界限 及 公差 来定义 公差带宽。
比如说:平面度 Max 0.05mm。加工的时候肯定是往小里加工。当加工的平均值小于 0.025时。Cpk 将大于 Cp。 很简单从公式可以理解。
Cp = 公差带宽 / 6倍标准差 = 0.05/ 6倍标准差 = 0.025/3倍标准差。
Cpk = CPU =【0.05- 0.025(实际比这小)】/3倍标准差 > 0.025/3倍标准差
Sol_Sun
2019/10/29
建议把全文贴出来看看怎么回事。
仔细看了下;这是单边公差!前面有点误会,关于单标公差的Cpk大于,等于,小于Cp;这里稍微加以解释下:
准确的说:单边公差Cp不可评价。因为没法定义公差带宽!
如果要强行评价,只能用它的自然界限 及 公差 来定义 公差带宽。
比如说:平面度 Max 0.05mm。加工的时候肯定是往小里加工。当加工的平均值小于 0.025时。Cpk 将大于 Cp。 很简单从公式可以理解。
Cp = 公差带宽 / 6倍标准差 = 0.05/ 6倍标准差 = 0.025/3倍标准差。
Cpk = CPU =【0.05- 0.025(实际比这小)】/3倍标准差 > 0.025/3倍标准差
Sol_Sun
2019/10/29




Jason_Wang • 2019-10-29 09:22
孙老师,如果有,可以贴个图吗,Cpk轻微大于Cp的。还是上边笔误了。
Sol_Sun • 2019-10-29 10:33
准确的说:单边公差Cp不可评价。因为没法定义公差带宽!
如果要强行评价,只能用它的自然界限 及 公差 来定义 公差带宽。
比如说:平面度 Max 0.05mm。加工的时候肯定是往小里加工。当加工的平均值小于 0.025时。Cpk 将大于 Cp。 很简单从公式可以理解。
Cp = 公差带宽 / 6倍标准差 = 0.05/ 6倍标准差 = 0.025/3倍标准差。
Cpk = CPU =【0.05- 0.025(实际比这小)】/3倍标准差 > 0.025/3倍标准差
铁匠_237 • 2019-12-05 10:44
@Sol_Sun:孙老师,您好!请教个问题,我对您说的“单边公差Cp不可评价。因为没法定义公差带宽!”这个理论不是很理解,希望能解释一下。从您下面举的例子,公差带宽不就很明确吗,T=0.05.
求赐教。谢谢!
Sol_Sun • 2019-12-05 11:43
这是假的“”单边公差“”
孜然好滋味 • 2020-06-04 22:47
老师好,最近我在学习SPC,有几个问题一直想不明白,希望您能指点一二。第一个,公司常规的计量型数据按理说都符合正态分布,根据中心极限定理,我做控制图只需要检验25个均值是否为正态分布即可,可是我看教科书有需要检验这125个数据,有什么必要吗?第二个,我司有个PPH,即每百台车的不良缺陷数,这个算是计点型数据吗?第三个,用子组内的变差估计过程变差,实际上是不是总比实际过程要理想?第四个,假设一组数据经过控制图判定它为受控,而他原来的125个数据可能不是正态分布,是不是可以简单的判定这个过程受控而非我抽到的125个数据成正态分布?