
AV=0,方差分析法
各位大神,使用均值极差法分析,EV=5.26,AV=0是,Grr=5.26,客户说AV不可能等于0
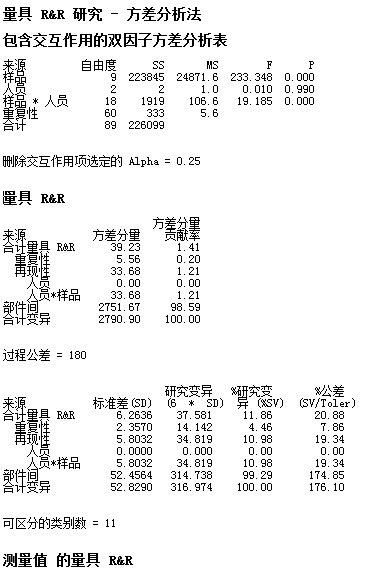
再用方差分析法分析,得出附图结论,请帮忙看一下,人员确实为0,主要影响为人员及样品的交互作用,此机台MSA该如何分析啊
测量参数是金丝弧高,生产过程中只有上控制线480,下限计算在320-330左右,实际取样取不到下限的地方

再用方差分析法分析,得出附图结论,请帮忙看一下,人员确实为0,主要影响为人员及样品的交互作用,此机台MSA该如何分析啊
测量参数是金丝弧高,生产过程中只有上控制线480,下限计算在320-330左右,实际取样取不到下限的地方
没有找到相关结果
已邀请:




4 个回复
yijiayige (威望:636) (江苏 苏州) 机械制造 经理 - 工作经验超过15年,熟悉绝大多数质量相关管理和技...
赞同来自: sssixpence 、Macgrady
传统算法解释(EV-设备,AV人员):
10组数据最小极差4最大极差23.5,平均极差11.5,明显三个人的重复测量数据差异非常离谱。然而,又出现了另外一个特例,三组数据的三个均值差异又非常小。
根据EV和AV的计算公式,AV其实并非不存在,只是在根号内就已经变成了负数,出根号就是虚数,默认变成零。
由于人的影响必然存在,只是设施带来影响远远超过了人的影响,掩盖了人,因此会出现EV有值而人等于0的奇怪现象。
然而,根据 人机料法环 的认知,除了EV设备的影响,实际上还有很多其他影响,因此不能说AV只是人的影响。
于是方差分析的时候,细化告诉你AV也是有问题的,只是人和零件之间产生的交互掩盖了人本身的问题,而这个交互其实是物料、方法、环境等隐藏要素导致的。因此出现了你的方差分析法的截图。
但是,最终GRR%的合格,这个又会导致大家的误解,那是因为你的产品公差和取样的变差太大了,大到了设备再差都能做到99.73%(这是6西格玛覆盖率,如果是传统的5.15则是99%覆盖率)以上的测量结果不犯错误。
所以这个事情的核心是:人本质上是会有问题的,但是当其他问题过大的时候,会掩盖人的问题,导致人的问题无法被识别。