
CCD在线自动检测,做线性和偏倚,过程如何实施?
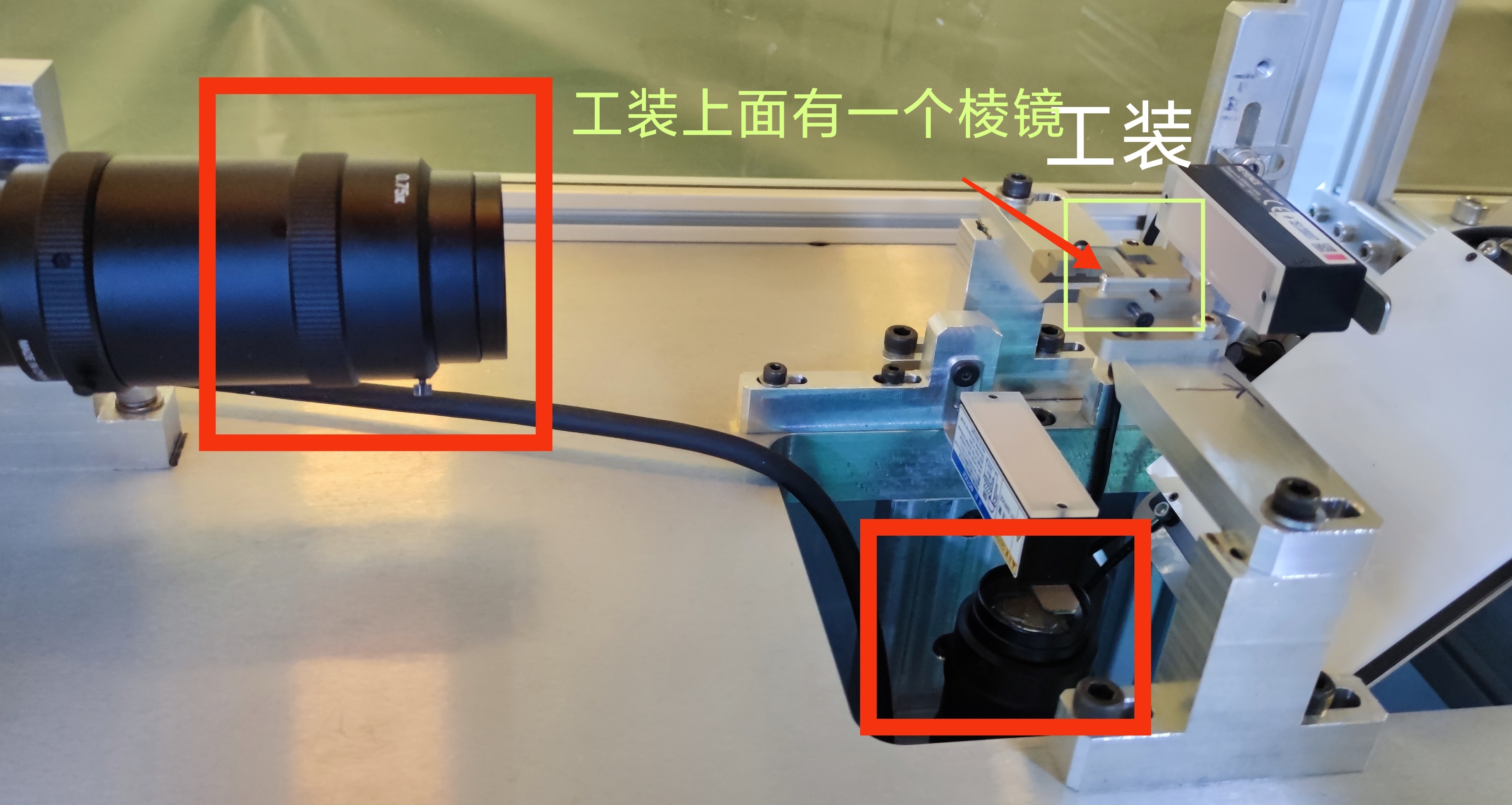
CCD自动检测设备,客户要求做线性和偏倚,试了一下用标准量块,但是标准量块在工装上不好定位,和实际产品比较的话会出现高一些或者低一些情况,离CCD相机就会有远有近的情况,从测量数据和量块数据有比较大差异(如下图所示,两个CCD配合来测产品尺寸,上面CCD用来抓产品基准;下面那个CCD通过棱镜反射用来测量产品内部尺寸。两个CCD都需要单独做线性和偏倚,这种情况下面那个使用棱镜反射的CCD就比较难实现这个过程)欢迎各路高手专家、前来指点迷津?小弟不胜感激!
没有找到相关结果
已邀请:




笨笨的胡萝卜 • 2022-04-30 00:06
好的,感谢!我会要求供应商固定一个位置来做验证!另外如果该CCD还要跟其他更精密的仪器做相关性验证,按照理解应该就不用做CGK了吧!
孤帆远影520 • 2022-05-04 11:53
还是要做的,和精密度更高的仪器进行对比,其实是做的校准,也就是准确性评价,而CGK是对测量系统的精确性评价,两者意义不同